 jp
jp
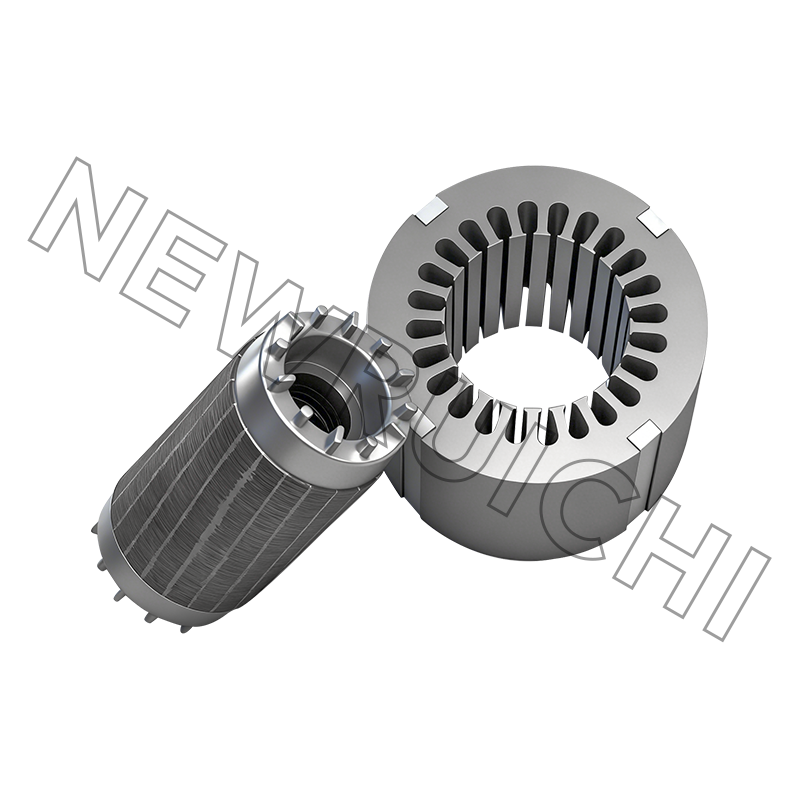
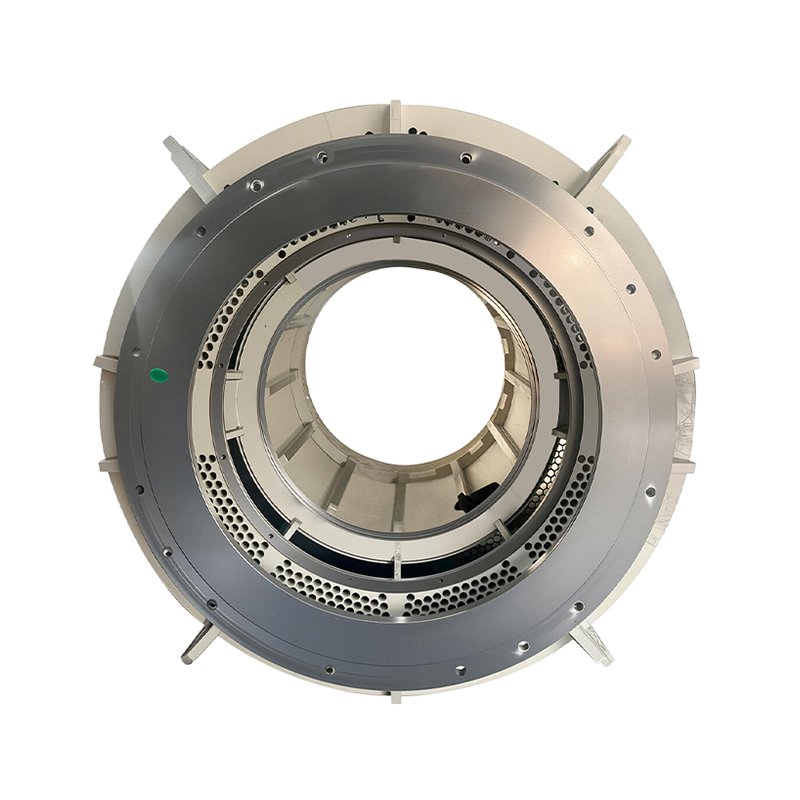
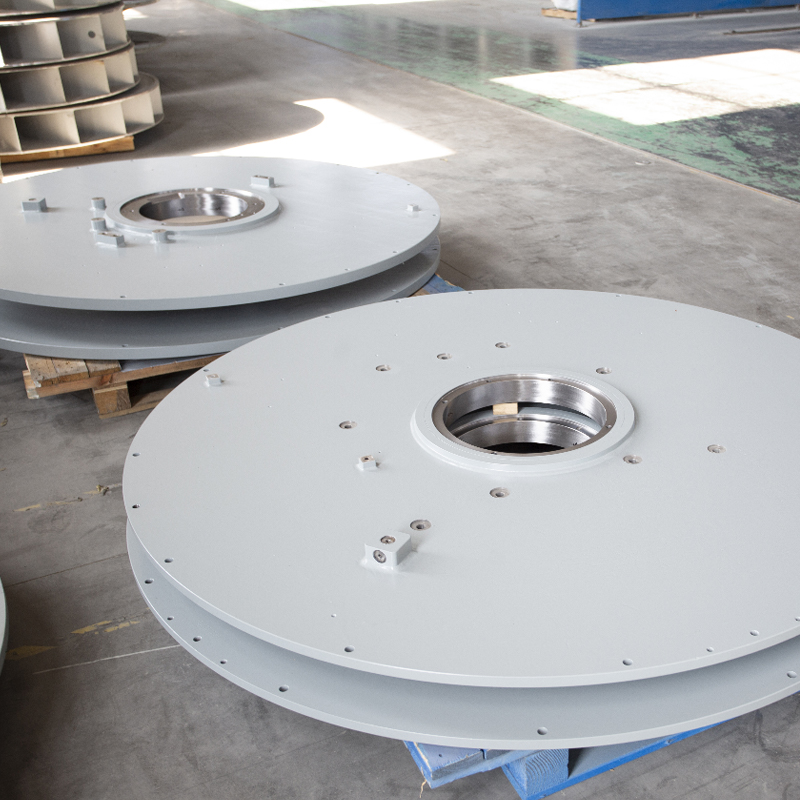
風力発電機ハウジングおよびフレームガイド
風力発電機ハウジングの構造的役割
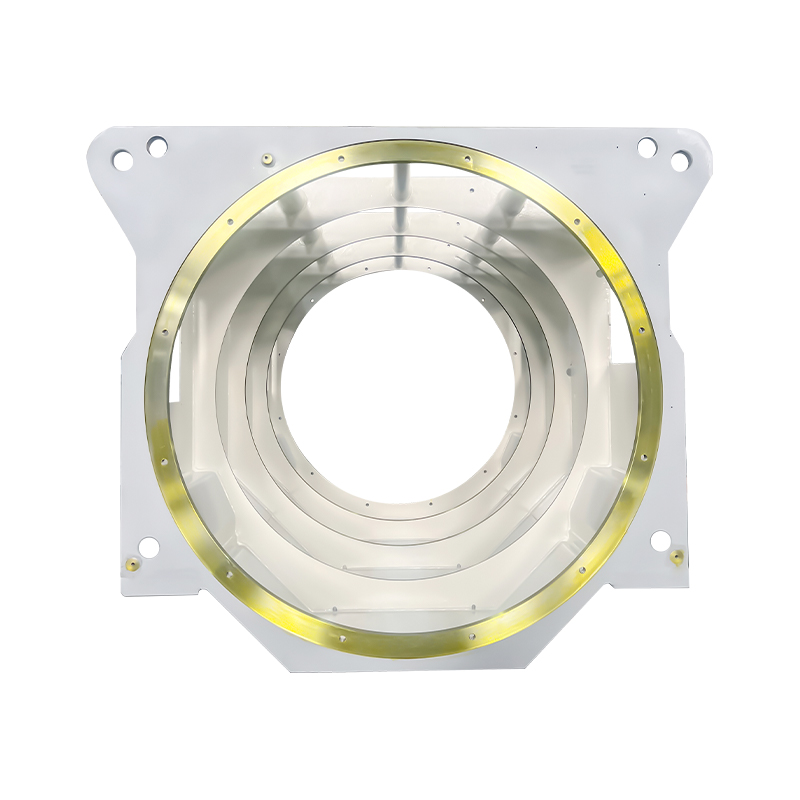
の 風力タービン発電機のハウジング 風力タービン発電機フレームまたは発電機ベースとも呼ばれるこの部品は、風力発電ユニットの重要なコアコンポーネントであり、ナセル内のタワーの上部に配置されます。その機能は単なる筐体をはるかに超えています。発電機ハウジングは、発電機とより広範なナセル構造の間の主な耐荷重インターフェースを形成し、前部でメインフレームに接続し、後部で発電機の全重量を支えます。この位置では、効率的な発電に必要な正確な寸法関係を維持しながら、静的な重力負荷、動的な操作トルク、風による曲げモーメント、ドライブトレインを介して伝わる振動を同時に管理する必要があります。
の importance of the wind turbine generator frame is best understood by considering the consequences of its failure or dimensional inaccuracy. Misalignment between the generator and gearbox — or between the generator and main shaft in direct-drive configurations — introduces asymmetric bearing loads, accelerated gear and bearing wear, elevated vibration signatures, and ultimately premature drivetrain failure. Given that wind turbines are expected to operate for 20 to 25 years with minimal major maintenance, and that nacelle access at hub heights of 80 to 140 meters is logistically complex and costly, the structural integrity and dimensional precision of the generator housing are non-negotiable requirements with direct financial consequences across the turbine's operational lifetime.
発電機フレームに作用する荷重条件
の 風力発電機フレーム 産業機器の中で最も機械的に要求の厳しい環境の 1 つで動作します。荷重が主に静的で予測可能な固定産業機械とは異なり、風力タービン発電機のハウジングは、風の状態、タービンの動作状態、ヨー位置によって大きさと方向が常に変化する動的荷重の連続スペクトルに耐える必要があります。これらの荷重カテゴリを理解することは、発電機のフレーム設計が単純な製造作業ではなく、洗練された構造工学上の課題である理由を理解するために不可欠です。
- 重力荷重 — 発電機の自重(タービン定格に応じて通常 15 ~ 80 トン)は、発電機フレームの取り付けインターフェースに一定の下向きの力として作用します。大型のマルチメガワットタービンでは、この静的負荷だけでも、ほとんどの産業環境で過剰設計とみなされるフレーム断面と材料仕様が必要になります。
- 作動トルク — 発電機の電磁ブレーキからの反力トルク(電力が取り出されるときにローターの回転に抵抗する力)は、風力タービン発電機のハウジングに直接伝達されます。このトルクは、マルチメガワットの機械では数百キロニュートンメートルに達する可能性があり、送電網故障時には方向が逆転し、タービンの動作寿命全体にわたってフレーム構造に周期的なねじれ応力を加えます。
- 風による曲げモーメント — ローターからの推力により曲げモーメントが発生し、それがメインシャフトとギアボックスを通って発電機フレームに伝わります。嵐の生存荷重や緊急停止事象などの極端な風条件では、これらの瞬間はピーク値に達し、アライメントを損なう永久変形を起こすことなくフレームによって吸収されなければなりません。
- 振動と疲労負荷 — ローターの不均衡、ブレード通過周波数の励起、ギア噛み合いの高調波、発電機の電磁トルクリップルはすべて、異なる周波数で振動負荷を生成します。風力タービン発電機のフレームは、これらの励起周波数での共振を回避するのに十分な剛性と、20 年の耐用年数にわたって蓄積された数十億回の負荷サイクルに耐えられる十分な疲労耐性を備えて設計する必要があります。
- のrmal loads — 発電機の損失によって加熱される発電機ハウジングの内部とナセルの外部環境との間の温度差により、熱膨張差が生じます。この差は、位置ずれを引き起こしたり、取り付けインターフェースに損傷を与えるような発電機の熱膨張を抑制したりすることなく、対応する必要があります。
設計の違い: ギア付きタービン構成とダイレクトドライブタービン構成
の mechanical architecture of the wind turbine fundamentally shapes the design requirements for the wind turbine generator housing. Two dominant drivetrain configurations — geared and direct-drive — impose substantially different load profiles and alignment requirements on the generator frame, resulting in distinct structural designs optimized for each architecture.
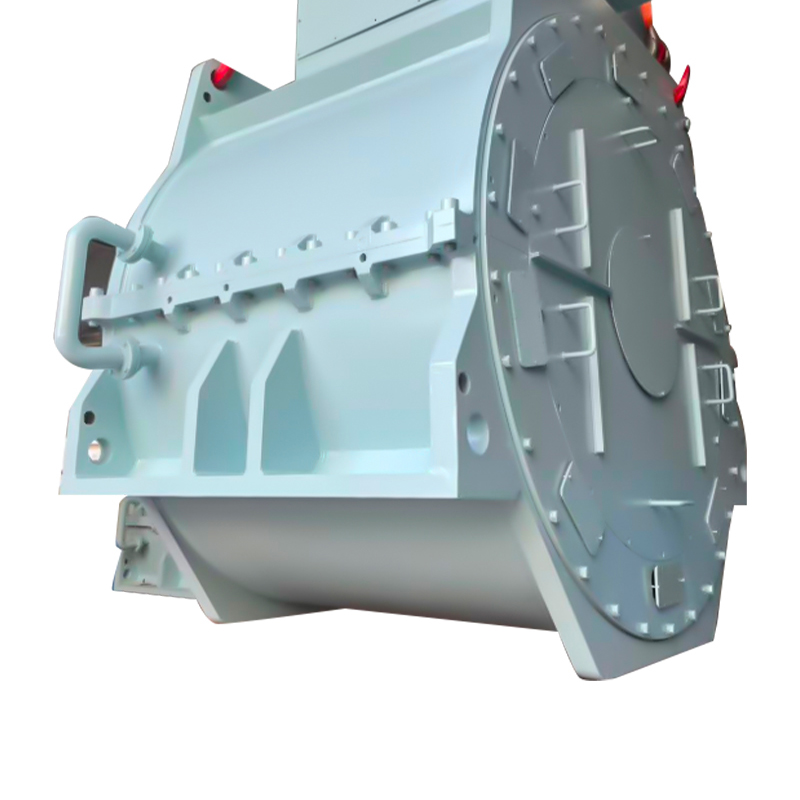
ギヤードタービン発電機フレーム
従来のギア付き風力タービンでは、低速主軸がギアボックスに接続され、ギアボックスが回転速度を上げてから、比較的コンパクトな高速発電機を駆動します。この構成の風力タービン発電機フレームは、ギアボックスの出力シャフトと発電機の入力シャフトの間の正確な位置合わせを確保する必要があります。これは通常、フレキシブルカップリングによって実現されますが、それでも、すべての動作負荷条件下で 2 つのシャフトの中心線が厳しい角度および平行の位置ずれ制限内に留まる必要があります。フレームの構造設計は、発電機の重量、トルク反力、動的荷重によって生じるたわみにもかかわらずこの位置合わせを維持する必要があり、全荷重エンベロープ全体にわたるたわみのコンプライアンスを検証するために、設計段階で慎重な有限要素解析が必要です。
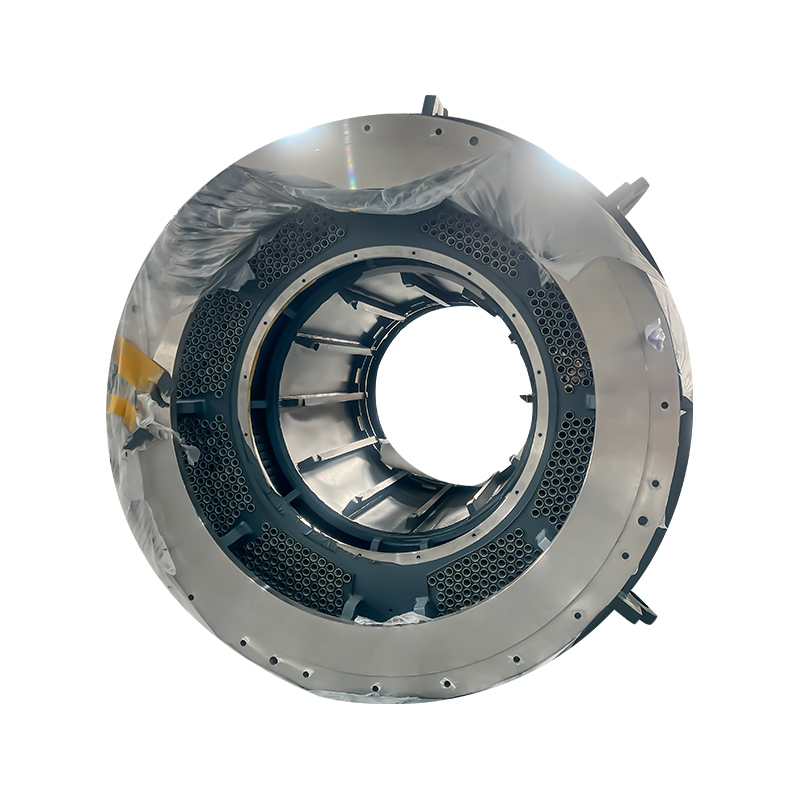
ダイレクトドライブタービン発電機フレーム
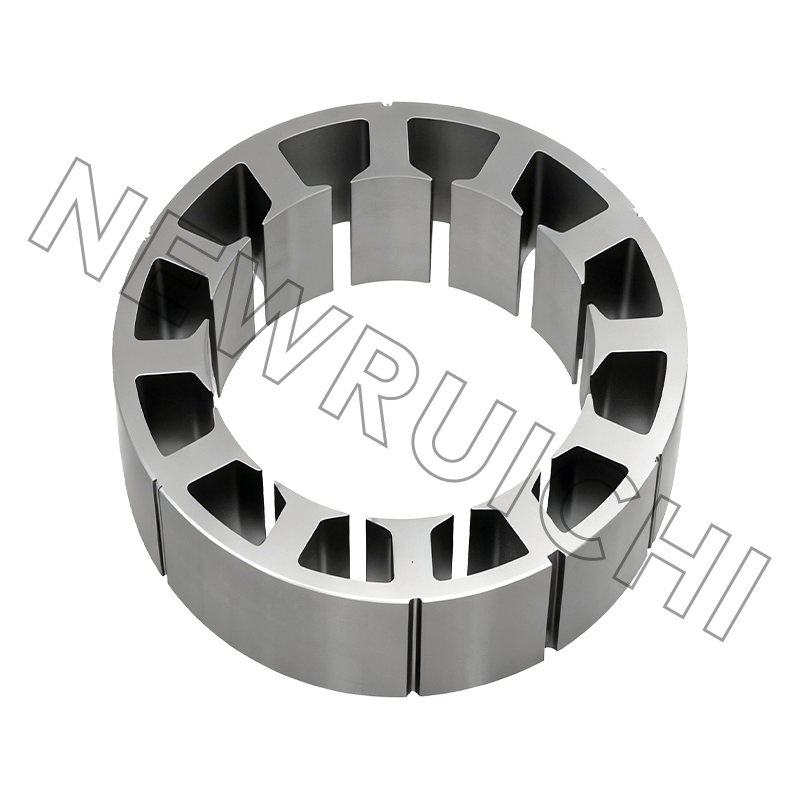
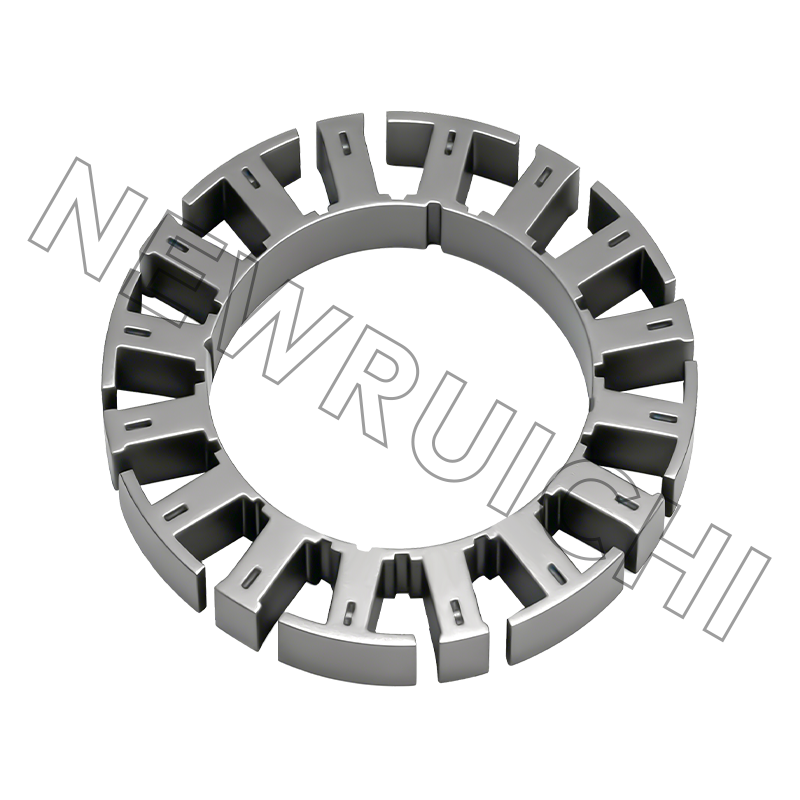
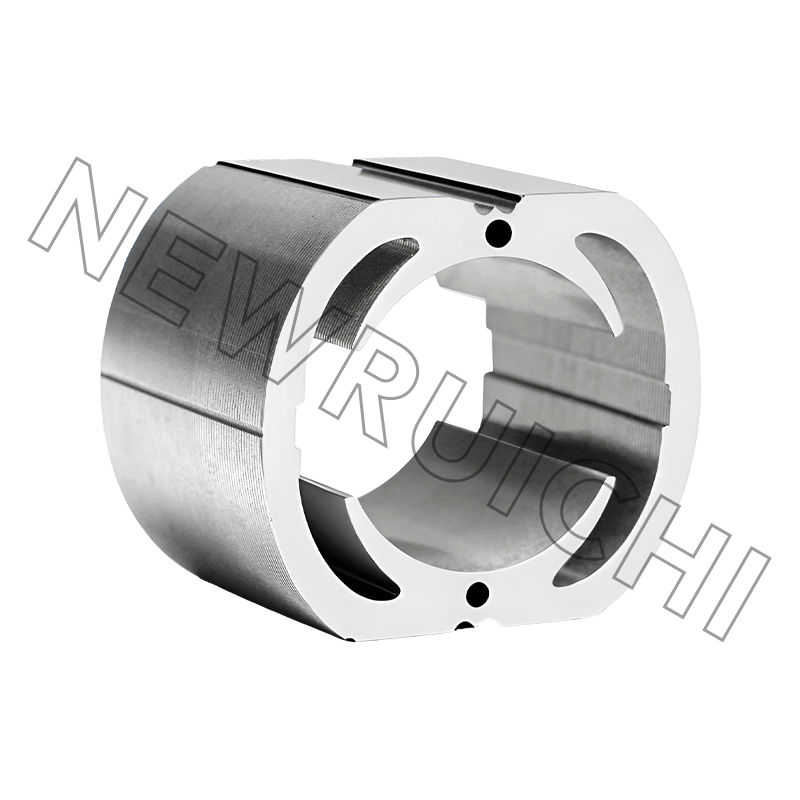
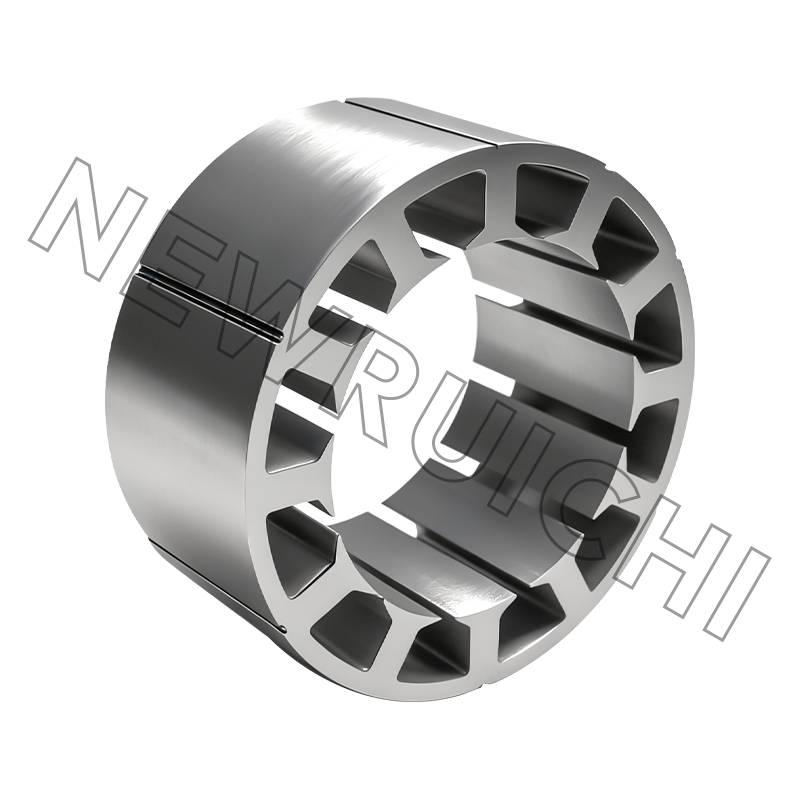
ダイレクトドライブ風力タービンはギアボックスを完全に排除し、ローターハブが大口径の低速発電機に直接接続されています。ダイレクトドライブ構成の風力タービン発電機フレームは、さらに重要な構造的役割を担っています。つまり、電磁効率とローターとステーターの接触を回避するために不可欠なローターとステーターの間のエアギャップの正確な均一性を維持しながら、ギア付き同等の発電機(洋上のマルチメガワット機械では通常 50 ~ 100 トン)よりも大幅に大きくて重い発電機をサポートする必要があります。ダイレクトドライブタービンの構造フレームは、多くの場合、メインベアリングハウジングと一体化され、ローターハブからタワートップまでの連続した荷重経路を形成しており、タービン全体の中で最も複雑な構造鋳造品または製造品の 1 つとなっています。
発電機ハウジングの材質と製造方法
の material and manufacturing process selected for a wind turbine generator housing must satisfy simultaneous requirements for structural strength, stiffness, fatigue resistance, dimensional accuracy, weldability or castability, and machinability at the precision interfaces where the generator and drivetrain components mount. Two primary manufacturing routes dominate current production: structural steel fabrication and ductile iron casting.
形鋼組立フレーム
鋼製風力タービン発電機フレームは、板材と構造用鋼材のセクションから構成され、プロファイルに合わせて切断され、必要な 3 次元形状に溶接されます。このアプローチは設計の柔軟性を提供し、鋳造の実現可能性の制約を受けることなくフレームの形状を詳細に最適化でき、鋳造のための工具投資が正当化されない低および中生産量に適しています。高強度構造用鋼グレード (S355 および S420 が一般的な仕様) は、疲労負荷環境に必要な降伏強度と靭性を提供します。溶接の品質は、製造されたフレームの重要な製造変数です。すべての構造溶接部は少なくとも EN ISO 5817 の品質レベル B を満たさなければならず、高応力箇所での超音波または X 線検査による完全溶け込み溶接検査が行われます。
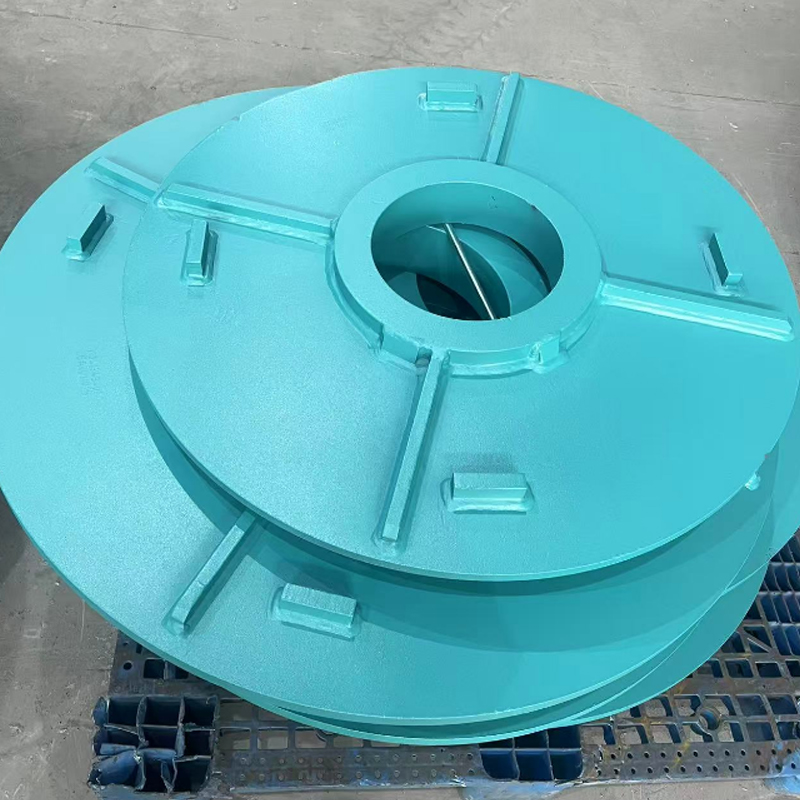
ダクタイル鋳鉄フレーム
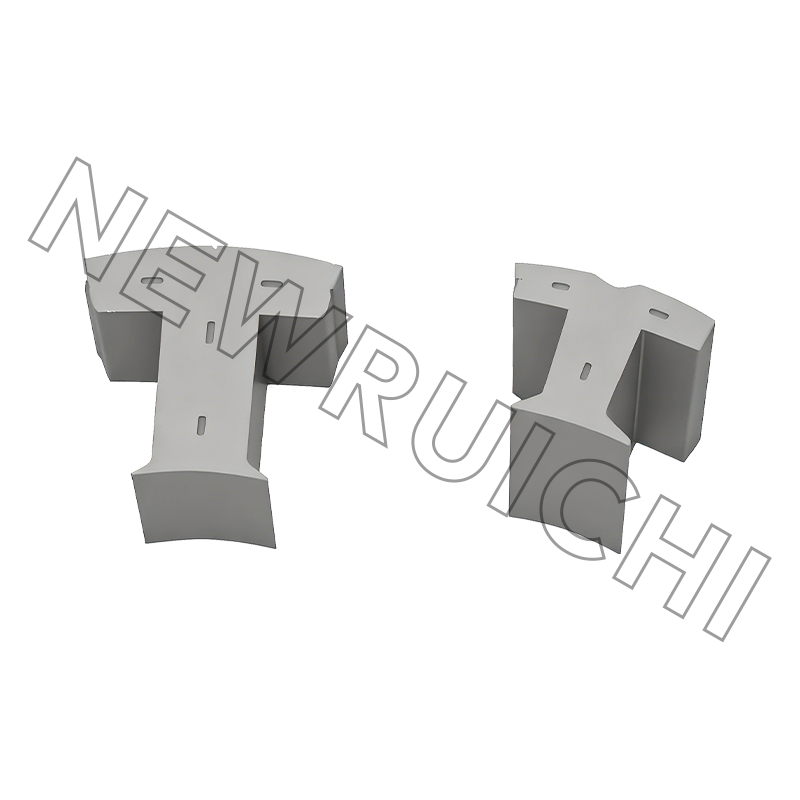
生産量が増加する場合、ダクタイル鋳鉄鋳造は、一体化されたリブ、ボス、取り付けパッドを備えた風力発電機フレームの複雑な 3 次元形状を製造する際に大きな利点をもたらします。これらの形状は、組立構造では達成することが非常に困難です。グレード EN-GJS-400-18-LT ダクタイル鋳鉄 - 寒冷地での設置向けの強度、延性、および低温耐衝撃性の組み合わせにより選択された - が標準の材料仕様です。鋳造フレームは、すべての重要な取り付けインターフェイスを精密に機械加工することで最終的な寸法精度を達成し、発電機取り付けパッドの平坦度の公差は通常、取り付けフットプリント全体にわたって 0.05 mm 以内に抑えられます。
| プロパティ | スチール製フレーム | ダクタイル鋳鉄鋳造フレーム |
| 幾何学的複雑さ | 中程度 — 製造によって制限されます | 高 — 複雑な内部機能が可能 |
| 工具への投資 | 低い | 高 (パターンとコアツール) |
| 数量当たりの単価 | より高い | 低いer |
| リードタイムの柔軟性 | 高 — パターンのリードタイムなし | 低いer — foundry scheduling dependent |
| 設計変更 | 早くて低コスト | 時間がかかり、コストがかかる (パターンのやり直し) |
精密アライメント要件と加工基準
の wind turbine generator frame ensures precise alignment and positioning between the generator and the gearbox or main shaft — a requirement that translates into extremely demanding machining specifications for the frame's mounting interfaces. Achieving and maintaining this alignment over the turbine's 20-year service life requires that the machined surfaces retain their dimensional accuracy despite the structural deflections, thermal cycles, and fatigue loads accumulated during operation.
風力タービン発電機ハウジングの重要な機械加工フィーチャには、発電機取り付けパッド面(すべての取り付けボルト全体に均一な荷重分散を確保するため、厳密な平坦度公差内で同一平面上にある必要があります)と、ドライブトレインの中心線に対して発電機を同心円状に配置する位置合わせ穴または位置決め機能が含まれます。アライメント フィーチャーの位置公差は通常、±0.1 mm ~ ±0.2 mm の範囲で指定されます。これは、1 回のセットアップでフレーム全体のエンベロープに対応できる大型マシニング センターを使用した、高精度の CNC 水平ボーリングおよびフライス加工操作によって実現されます。すべての重要な境界面の単一セットアップ加工は、作業間のワークピースの位置変更によって生じる累積的な位置誤差を排除し、大型のジェネレータ フレームで必要なフィーチャ間精度を達成するための信頼できる唯一の方法とみなされます。
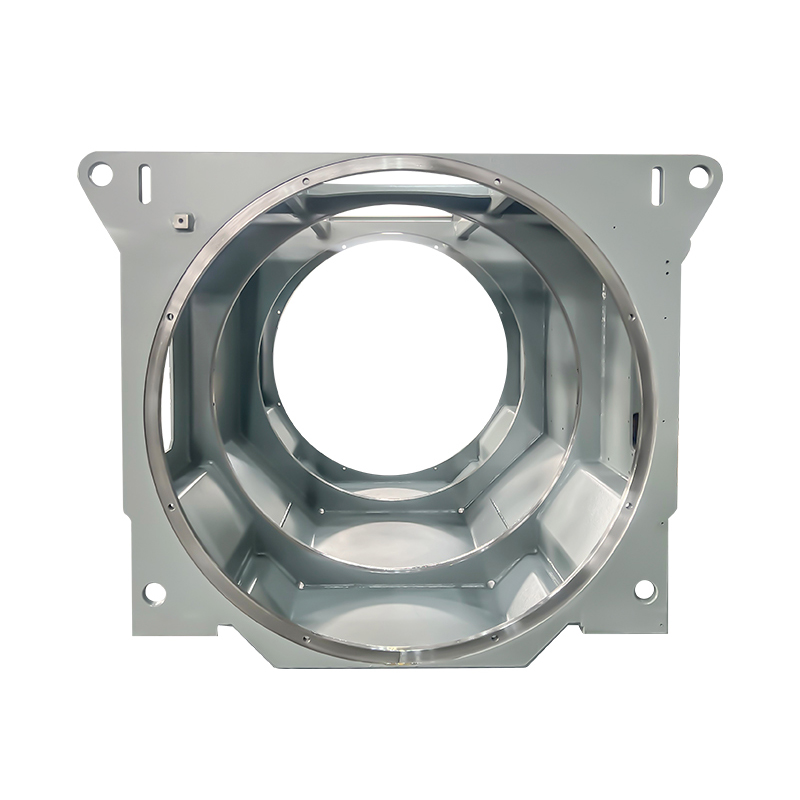
過酷な環境における表面保護と腐食防止
風力タービンは、産業機器が遭遇する最も過酷な腐食環境の一部で動作します。洋上施設は絶え間ない塩水噴霧と高湿度にさらされますが、海岸、砂漠、寒冷気候地域の陸上施設には独自の腐食の問題があります。風力タービン発電機のハウジングは、ナセル部品の大規模な分解を必要とするコーティングのメンテナンスを必要とせず、その耐用年数を通じて腐食から保護されなければなりません。
標準的な陸上用途における発電機フレームの表面保護システムは、通常、エアレス スプレーで塗布されるジンクリッチ プライマーで最小乾燥膜厚 60 ミクロン、続いてエポキシ中塗りおよびポリウレタン トップコートで構成され、ISO 12944 腐食性カテゴリ C3 または C4 に従ってシステムの総厚 200 ~ 320 ミクロンを達成します。海洋設置では、アクセスできない海洋ナセル部品に求められる 25 年間のメンテナンスフリーの腐食保護を実現するために、C5-M 要件を満たす強化された保護システムが必要です。多くの場合、塗装システムの下に追加のバリアとして溶射亜鉛またはアルミニウムが組み込まれています。機械加工された表面と精密なインターフェースは、保管および輸送中に除去可能な防腐剤化合物で保護されており、設置中に除去されて取り付け面の寸法精度が復元されます。
発電機フレーム製造の品質保証と認証
風力タービン発電機のフレームは、DNV、ビューロー ベリタス、テュフズード、ロイズ レジスターなどの独立型式認証機関による認証要件の対象となる安全性が重要なコンポーネントであり、タービン設計を商業的に導入するにはその承認が必要です。発電機フレーム製造の品質保証要件も同様に厳しく、材料のトレーサビリティ、非破壊検査、寸法検査、製造のあらゆる段階でのプロセス管理の文書化が含まれます。
- 材料認証 — すべての構造用鋼プレートおよびセクションには、独立した検査機関によって検証され、化学組成、機械的特性、および指定された試験温度での衝撃試験結果が確認された EN 10204 3.2 材料試験証明書が付属している必要があります。
- 溶接手順と溶接士の資格 — すべての構造溶接は、EN ISO 15614 に従って開発およびテストされた適格溶接手順仕様 (WPS) に従って実行される必要があり、すべての溶接工は、関連する溶接プロセス、材料グループ、および継手の構成に関する最新の資格証明書を保持しています。
- 非破壊検査(NDE) — 高応力箇所の完全溶け込み溶接部は、内部欠陥を検出するために超音波検査 (UT) または放射線検査 (RT) を受けます。磁粉試験 (MT) は、すべての溶接止端部と高応力表面領域に適用され、疲労破壊を引き起こす可能性のある表面破壊および表面近くの亀裂を検出します。
- 寸法検査報告書 — すべての重要な機能の CMM 測定を使用して生成された全寸法検査レポートは、発電機フレームごとに作成され、タービンの認証文書をサポートし、将来の状態評価のベースラインを提供する品質記録として保持されます。
-

あなたのメールアドレスは公開されません。 * が付いているフィールドは必須です





![]() Email: [email protected]
Email: [email protected]
[email protected]
[email protected]
![]() 電話/電話:
+86-18861576796 +86-18261588866
電話/電話:
+86-18861576796 +86-18261588866
+86-15061854509 +86-15305731515
