 jp
jp
ケイ素鋼変圧器コア購入ガイド
コアの材質と加工がトランスの性能を決める理由
どのような変圧器でも、コアは単なる構造部品ではありません。電気エネルギーが一次巻線から二次巻線にどのように効率的に移動するかを決定するのは磁気エンジンです。コア材料、結晶方位、積層形状、および後処理処理の選択は、動作中に熱として失われるエネルギーの量、負荷時にユニットが生成する音響ノイズの量、数十年にわたる耐用年数にわたって変圧器がどの程度確実に動作するかに直接影響します。電力変圧器、変流器、リアクトル、および配電機器のコアを指定するエンジニアにとって、これらの変数を理解することは学術的なものではなく、システム効率、運用コスト、およびますます厳しくなるエネルギー基準への準拠に直接関係します。
あ ケイ素鋼変圧器コア は、高透磁率、制御された飽和磁束密度、低いヒステリシス損失、および正確な積層形状に加工できる能力など、他の市販材料が大規模に匹敵する特性の組み合わせを提供します。適切な結晶方位と表面処理を施して製造された場合、ケイ素鋼コアは、系統接続された電気機器の大部分を定義する電力周波数範囲 (50/60 Hz) で代替品よりも常に優れた性能を発揮します。
配向ケイ素鋼と無配向ケイ素鋼: 適切なグレードの選択
使用されているケイ素鋼 変圧器コア 2 つの基本的に異なる微細構造形式があり、それぞれ異なる用途に適しています。それらの違いは、磁気性能だけでなく、未加工のストリップ材料を完成した積層板に変換するために必要な製造プロセスにも影響します。
方向性ケイ素鋼
方向性 (GO) ケイ素鋼は、材料の磁区を主に圧延方向に沿って揃える、慎重に制御された圧延と焼鈍のシーケンスを通じて製造されます。この配列により、GO 鋼に、磁束が圧延方向と平行に流れるときの極めて低い鉄損と高い透磁率という決定的な特性が与えられます。実際には、これは、磁束経路が明確で本質的に一方向であるトランスのリムとヨークで GO 鋼が最高のパフォーマンスを発揮することを意味します。
最新の高透磁率 (HiB) グレードの方向性ケイ素鋼は、1.7 T および 50 Hz で 0.85 W/kg という低いコア損失を達成しており、設計者は磁気性能を犠牲にすることなくコア断面積とトランスの全体重量を削減できる透磁率値を実現しています。これらの特性により、GO ケイ素鋼は、大型の電力変圧器、配電変圧器、および EU Tier 2 や DOE 規格などの効率要件を満たすために無負荷損失を最小限に抑える必要があるあらゆる用途に最適な材料となっています。
無方向性ケイ素鋼
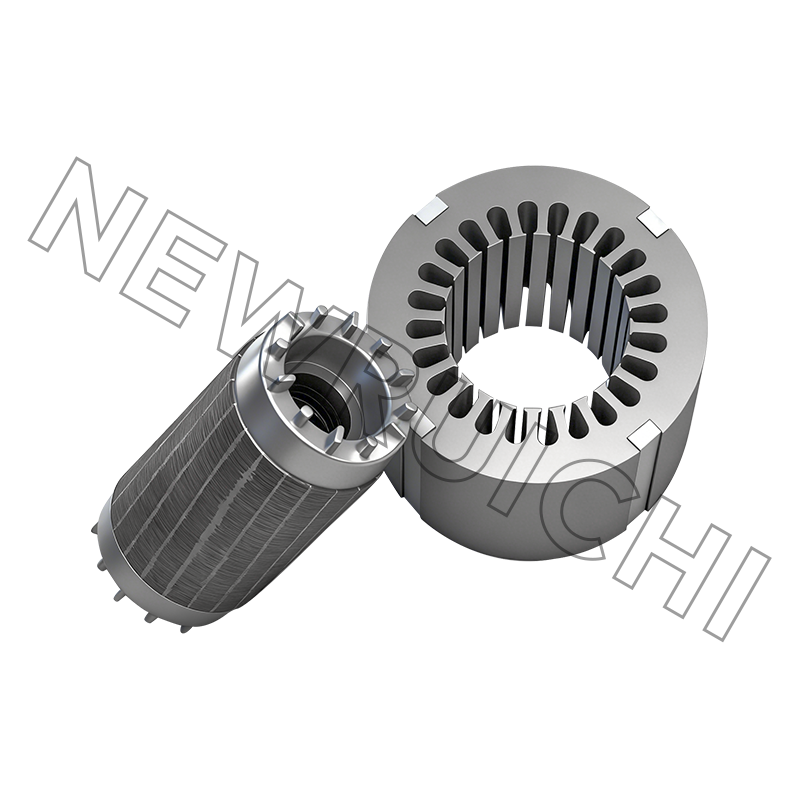
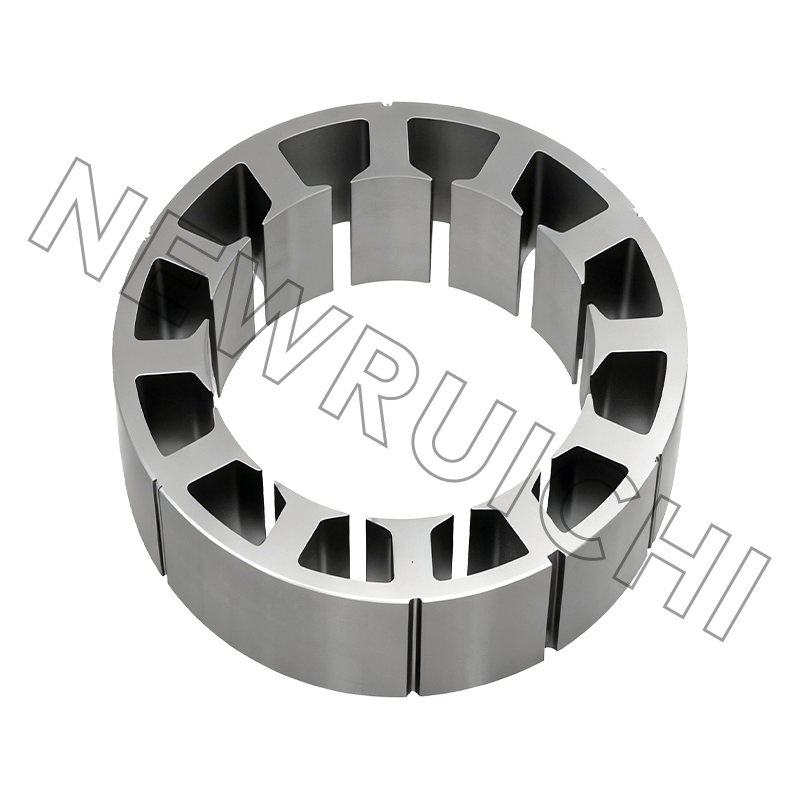
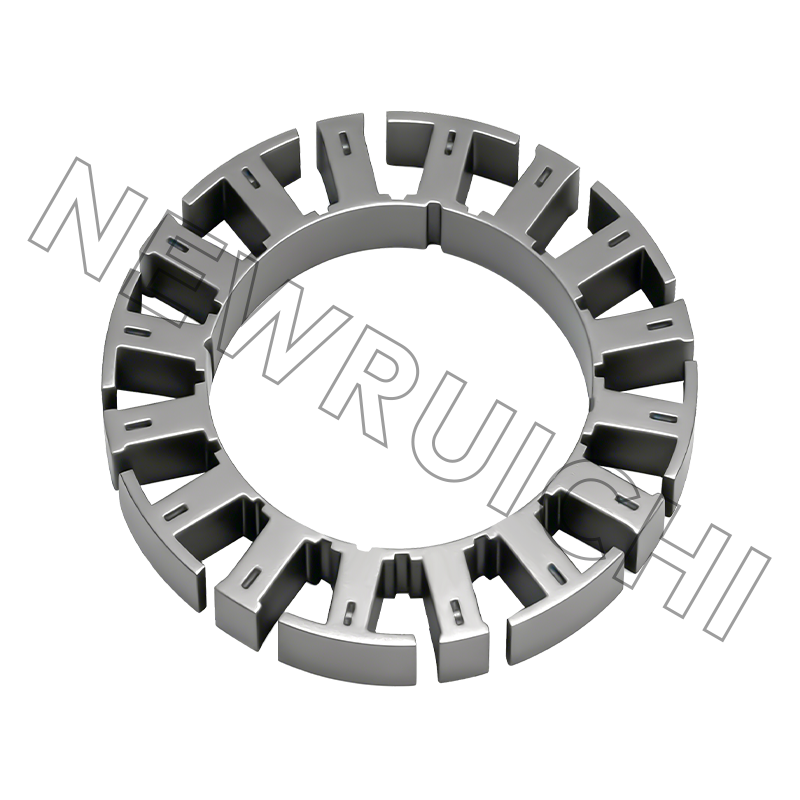
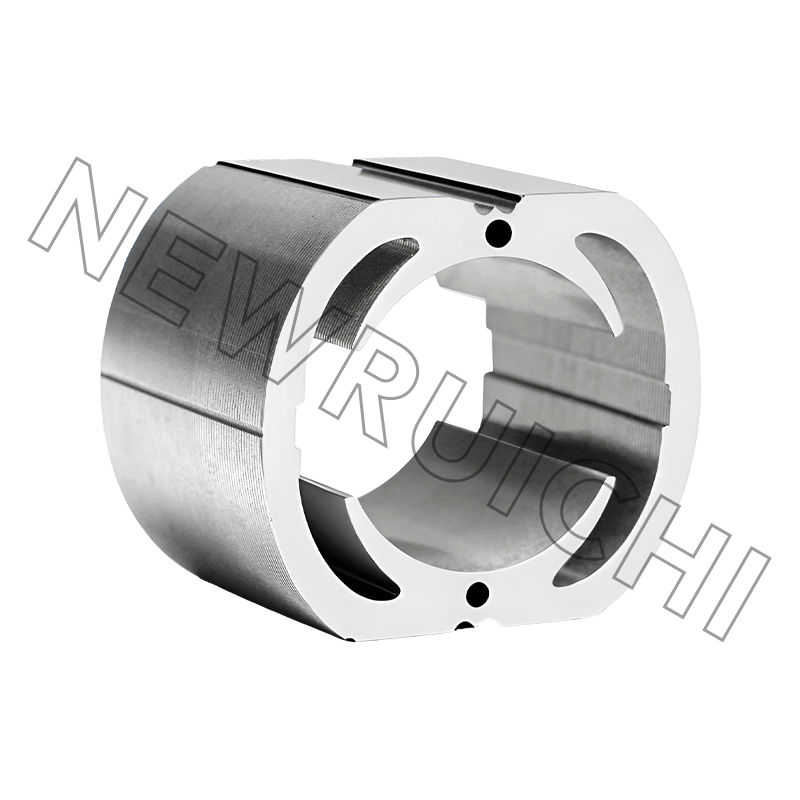
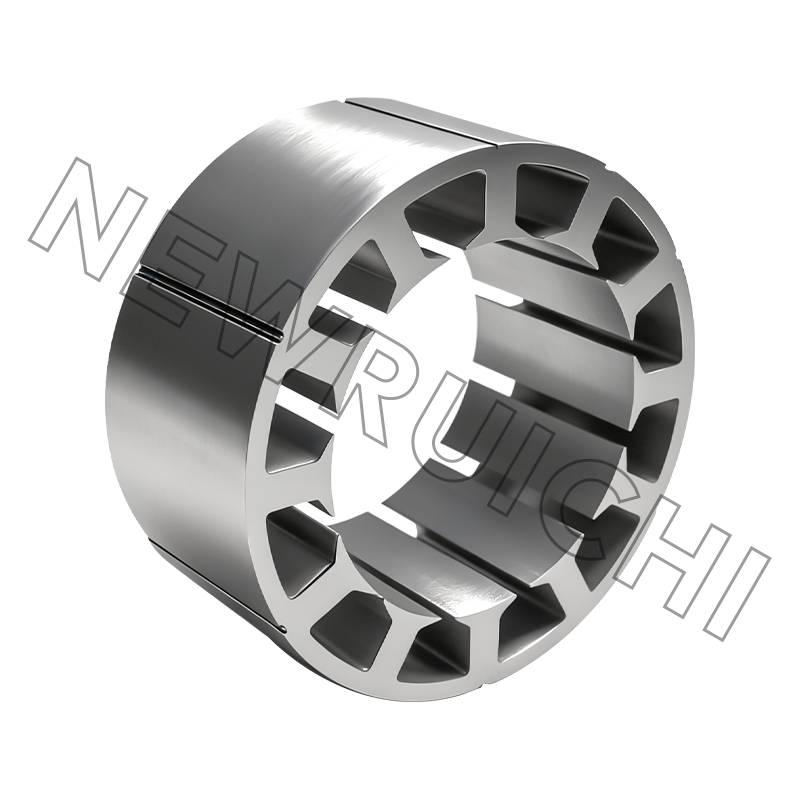
無方向性 (NO) ケイ素鋼は、よりランダム化された粒子構造を持ち、シートの面内のすべての方向でより均一な磁気特性を与えます。この等方性により、回転機械、複雑な磁束形状を持つリアクトル、特定の変流器設計など、磁束経路の方向が変化するアプリケーションに適しています。 NO 鋼は、同じ誘導レベルで GO グレードよりもコア損失が高くなりますが、その等方性の動作により、磁気回路全体にわたって単一の磁束方向を維持できない形状におけるコアの設計が簡素化されます。
リアクトルコアの場合、磁路がさまざまな角度で複数のリムを通過する可能性があるため、無方向性ケイ素鋼は磁気性能と製造の柔軟性の実用的なバランスを提供します。また、トロイダルまたはリングの形状により、磁束が単一の直線方向ではなくコアの周囲を流れる変流器コアでも広く使用されています。
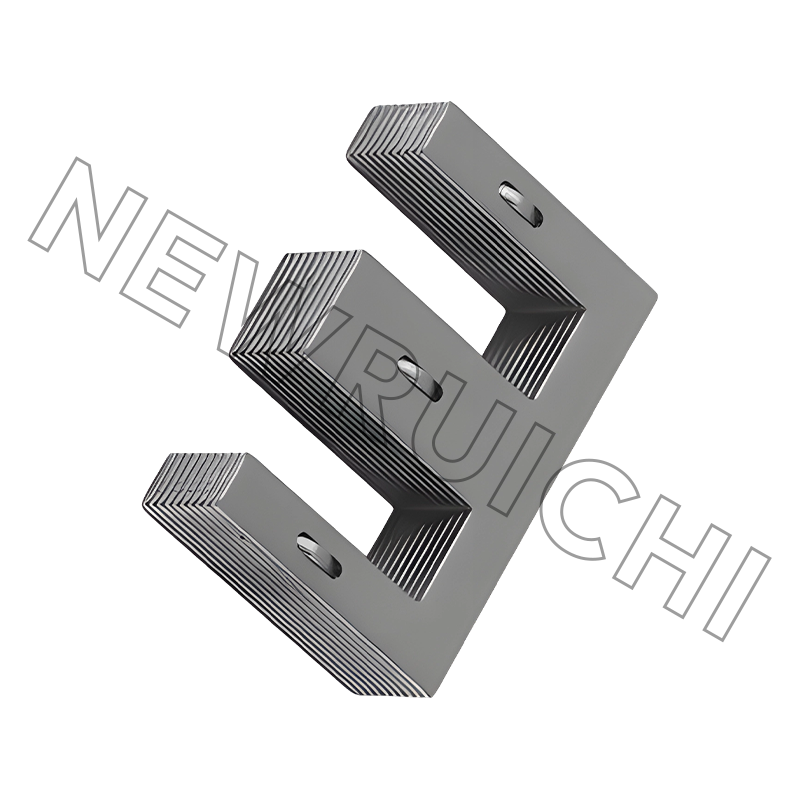
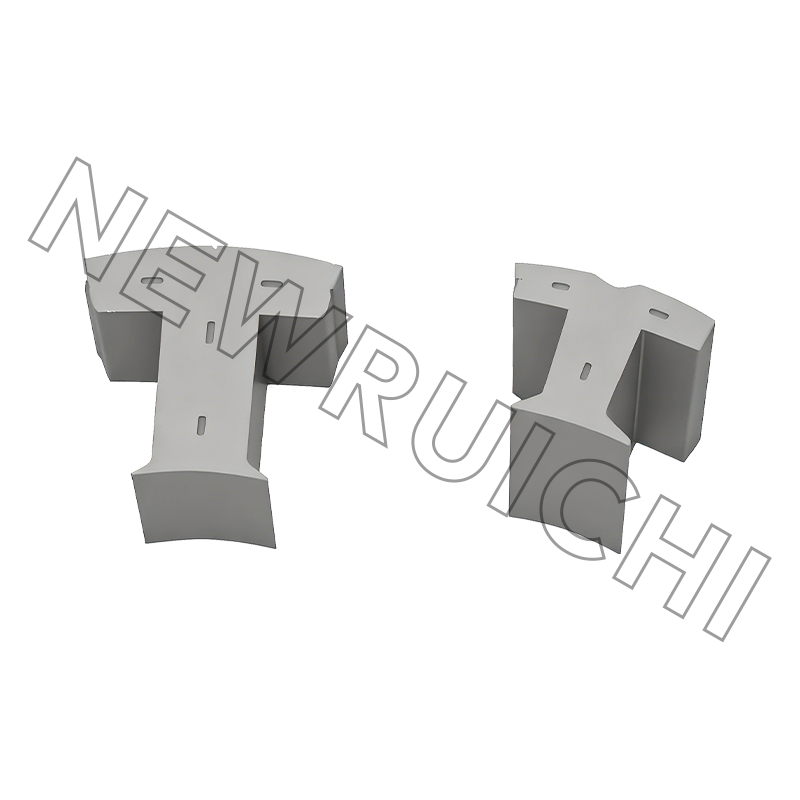
精密スタンピングによって高品質のトランス積層コアがどのように作成されるか
ケイ素鋼ストリップから完成した変圧器積層コアまでの経路はいくつかの製造段階を経ますが、そのそれぞれがコアの最終的な磁気性能と音響性能に測定可能な影響を及ぼします。スタンピング (パンチングまたはブランキングとも呼ばれます) は、圧延されたストリップから個々の積層形状を切り出すプロセスです。この作業の品質によって、各積層の寸法精度、切断端の状態、そして最終的には組み立てられたスタックの均一性が決まります。
精密スタンピングでは、厳しい公差に維持された硬化ダイセットが使用され、通常、コーナー半径、スロット幅、ステップラップジョイント角度などの重要なフィーチャーの寸法精度が±0.05 mm以内に保たれます。このレベルの精度は重要です。なぜなら、積層スタックの接合領域(別々の鋼片が互いに突き当たったり重なり合ったりする部分)が、コア損失の増加と可聴ノイズの主な原因となるからです。不正確なスタンピングにより、これらの接合部にギャップや位置ずれが生じ、磁束がエアギャップを通過し、局所的な加熱と磁歪振動が発生します。
連続する積層層が一定の増分でオフセットされるステップラップジョイント設計では、ジョイントの磁気抵抗が複数の層に分散され、ノイズや損失の原因となる磁束密度のピークが大幅に減少します。生産工程全体で一貫したステップ ラップ ジオメトリを実現するには、数百万サイクルにわたって精度を維持するスタンピング ツールが必要です。これは、精密ラミネート メーカーと商品サプライヤーを分ける基準です。
低コアロスの達成におけるアニーリングの役割
スタンピングにより、切断端に沿って、およびダイと接触する積層の領域に、ケイ素鋼に塑性変形が導入されます。この変形により材料の結晶粒構造が破壊され、残留応力が発生してヒステリシス損失が増加し、影響を受けるゾーンの透過性が低下します。薄い積層体 (0.23 ~ 0.35 mm) の場合、エッジの損傷によって影響を受ける断面の割合が大きくなる可能性があるため、応力除去が重要な後処理ステップになります。
あnnealing addresses this by heating the stamped laminations to a temperature typically between 750°C and 850°C in a controlled atmosphere—usually nitrogen or hydrogen—for a defined dwell time, then cooling at a controlled rate. This thermal cycle allows the dislocated grain boundaries introduced by stamping to recover, restoring the magnetic properties of the steel close to its pre-stamping condition. In practice, properly annealed laminations show hysteresis loss reductions of 15–30% compared to unannealed parts, and a corresponding improvement in permeability that allows cores to operate at lower excitation current.
アニーリング雰囲気も同様に重要です。アニーリング中の酸素汚染により、積層表面の絶縁コーティングが劣化し、層間の渦電流経路が増加し、総鉄損が増加します。不活性ガスまたは還元ガス環境での制御された雰囲気アニーリングにより、層間の絶縁が維持され、応力除去処理の利点が最大限に維持されます。
性能比較: 材質およびグレード別の鉄損
次の表は、変圧器の積層鉄心の製造に使用される一般的なケイ素鋼グレードの典型的な鉄損値をまとめたもので、1.5 T および 50 Hz でテストされています。これらの値は、ヒステリシス成分と渦電流成分の両方を組み合わせた総固有コア損失 (W/kg) を表します。
| 材質の種類 | グレード例 | 厚さ(mm) | 1.5T/50Hzでのコアロス (W/kg) | 代表的な用途 |
| HiB 粒子指向性 | 27RGH095 | 0.27 | 0.95 | 大型電源トランス |
| 標準粒子指向性 | 30Q120 | 0.30 | 1.20 | 配電変圧器 |
| 無指向性(低損失) | 35WW250 | 0.35 | 2.50 | リアクトル、変流器 |
| 無指向性(標準) | 50W470 | 0.50 | 4.70 | 小型トランス、リレー |
あpplications of Low Core Loss Silicon Steel Transformer Cores
低コア損失のケイ素鋼変圧器コアに対する需要は、規制圧力、運用経済性、およびノイズ感度によって促進されます。これらの要因は用途に応じて重みが異なりますが、電力変換装置を使用するすべての主要分野に存在します。
- 送配電変圧器: 配電変圧器の無負荷損失は、負荷に関係なく年間 8,760 時間連続稼働します。変圧器全体での比鉄損の 0.1 W/kg の削減は、グリッド レベルで目に見えるエネルギーの節約につながります。そのため、主要市場では効率層 (配電変圧器の IE1 から IE3) が必須になりつつあります。
- 変流器: あccuracy class compliance (IEC 61869) depends on the core's magnetic linearity and low excitation current. A transformer lamination core with high permeability and low hysteresis loss allows current transformers to maintain measurement accuracy across a wide primary current range without excessive secondary burden.
- リアクトルとインダクタ: あir-gap reactors used in power factor correction, harmonic filtering, and variable frequency drives require cores that maintain stable permeability under DC bias and AC ripple simultaneously. Non-oriented silicon steel cores with controlled air gaps provide the inductance stability these applications demand.
- 騒音に敏感な設置場所: 住宅地、病院、データセンターに設置された変圧器は、厳しい音響放射制限に直面しています。低コア損失材料は本質的に発生する磁歪歪みが少なく、ステップラップジョイントによる精密スタンピングにより、この歪みを可聴音に変換する機械的励起が最小限に抑えられます。
ケイ素鋼変圧器コアを調達する際に確認すべき重要な要素
変圧器積層コアのサプライヤーを評価する場合、次の技術仕様を名目上の主張として受け入れるのではなく、テスト データで確認する必要があります。
- コアロステスト証明書: あsk for Epstein frame or single sheet tester (SST) measurements at the induction levels and frequencies relevant to your design, not only at the standard 1.5 T/50 Hz reference point.
- 積層表面絶縁抵抗: 層間絶縁コーティングの完全性はフランクリンテスターまたは同等品によって検証され、結果はオーム・cm²で報告されます。
- 寸法検査レポート: 重要な寸法、特に接合部のギャップ、ステップラップのオフセットの一貫性、および積層の平坦度は、生産バッチごとに文書化する必要があります。
- あnnealing process documentation: スタンピング後のアニーリングが制御された雰囲気で実行されていること、および温度プロファイルが記録され、各製造ロットまで追跡可能であることを確認します。
- 材料のトレーサビリティ: 使用されるシリコン鋼ストリップは、IEC 60404 または同等の国家規格に従って磁気特性が文書化されている認定工場まで追跡できる必要があります。
変圧器コアが 30 年以上継続的に稼働する送配電インフラストラクチャでは、プロセス文書と独立した試験データに裏付けられた、検証済みの低鉄損ケイ素鋼変圧器コアコンポーネントを指定することが、総ライフサイクルコストを削減し、系統効率目標を達成するために調達チームが採ることのできる最も効果的な唯一のステップです。

あなたのメールアドレスは公開されません。 * が付いているフィールドは必須です





![]() Email: [email protected]
Email: [email protected]
[email protected]
[email protected]
![]() 電話/電話:
+86-18861576796 +86-18261588866
電話/電話:
+86-18861576796 +86-18261588866
+86-15061854509 +86-15305731515
