 jp
jp
ケイ素鋼コイルと熱膨張ガイド
ケイ素鋼の用途において熱膨張が重要な変数である理由
エンジニアが電気モーターのコア、変圧器の積層、発電機のステーターの材料を選択するとき、コア損失や透磁率などの電磁特性が話題の中心を占めます。さらに、適切に設計された磁気回路が耐用年数にわたって確実に機能するかどうかを決定する機械的特性が 1 つあります。 鋼の熱膨張係数 。のために ケイ素鋼コイル 積層スタックに加工される場合、熱膨張は二次的な問題ではなく、寸法安定性、組み立ての適合性、および長期的な電磁一貫性の基礎となることを理解してください。
熱膨張係数 (CTE) は、温度変化の度合いごとに材料が単位長さあたりどれだけ膨張または収縮するかを表し、μm/(m・°C) または 10⁻⁶/°C の単位で表されます。標準的な炭素鋼の場合、CTE はおよそ 11~12×10⁻⁶/℃ 。シリコン鋼(鉄に 1.5 ~ 4.5% のシリコンを合金化したもの)は、CTE がわずかに低く、通常は次の範囲になります。 10~11.5×10⁻⁶/℃ 、シリコン含有量と結晶方位によって異なります。この削減は、絶対的にはわずかではありますが、電気自動車用のトラクション モーターや負荷サイクルにさらされる大型の電力変圧器の場合のように、積層スタックが広い温度範囲で動作する場合には、測定可能な結果をもたらします。
シリコン含有量が鋼の熱膨張係数をどのように変化させるか
鉄へのシリコンの添加には 2 つの目的があります。つまり、電気抵抗率を増加させ (渦電流損失を低減)、磁気異方性と熱挙動の両方に影響を与える形で結晶格子構造を変化させます。シリコン含有量が 1% から 4.5% に増加すると、合金の CTE は徐々に減少します。これは、鉄原子よりも小さいシリコン原子が体心立方格子 (BCC) を歪め、原子間の結合を強化し、熱誘起原子振動の振幅を減少させるために起こります。
ケイ素鋼グレード間の CTE の変化
| 材質 | Si含有量(%) | 熱膨張係数 (×10⁻⁶/°C) | 一般的な使用方法 |
|---|---|---|---|
| 低炭素鋼 | 0 | 11.7~12.0 | 一般的な構造 |
| 無方向性珪素鋼(低品位) | 1.5~2.5 | 11.0~11.5 | 小型モーター、安定器 |
| 無方向性珪素鋼(高級) | 2.5~3.5 | 10.5~11.0 | EVトラクションモーター、発電機 |
| 方向性珪素鋼(GO) | 3.0~3.5 | 10.0~10.8 | 電力および配電変圧器 |
| 高透磁率GO(HiB) | 3.0~3.5 | 10.0~10.5 | 大型電源トランス |
結晶粒向グレードの場合、測定方向も重要です。ゴス組織は主に圧延方向に粒子を整列させるため、圧延方向と横方向の CTE はわずかに異なります (通常、0.3 ~ 0.5 × 10⁻⁶/°C)。負荷サイクル下での膨張差により層間応力が生じ、絶縁コーティングの疲労が促進される可能性があるため、さまざまな角度で切断されたストリップから組み立てられた変圧器コアを設計する際には、この異方性を考慮する必要があります。
ラミネートスタックアセンブリにおける熱膨張の実際的な影響
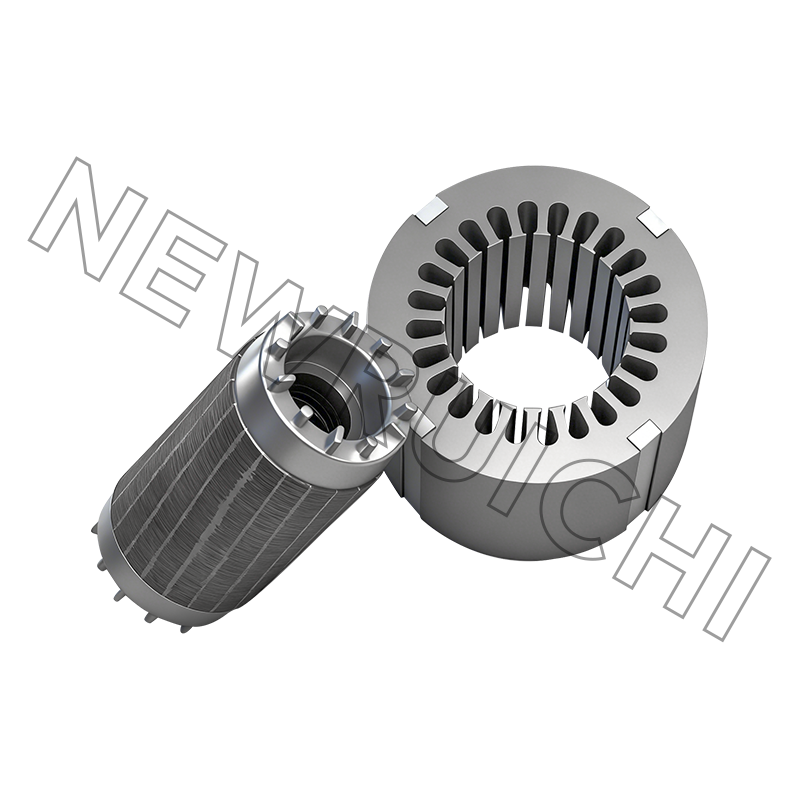
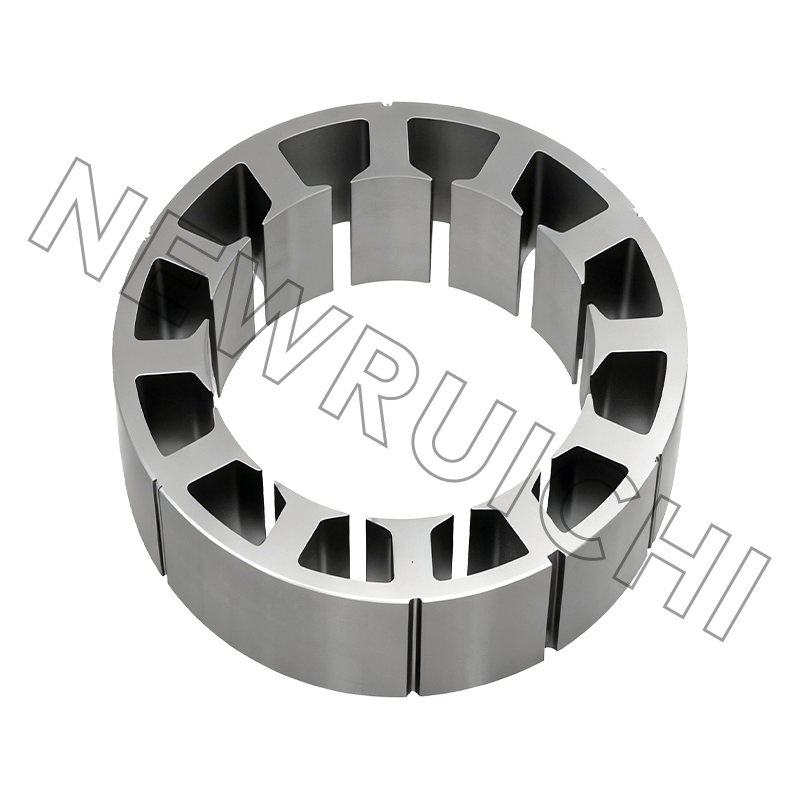
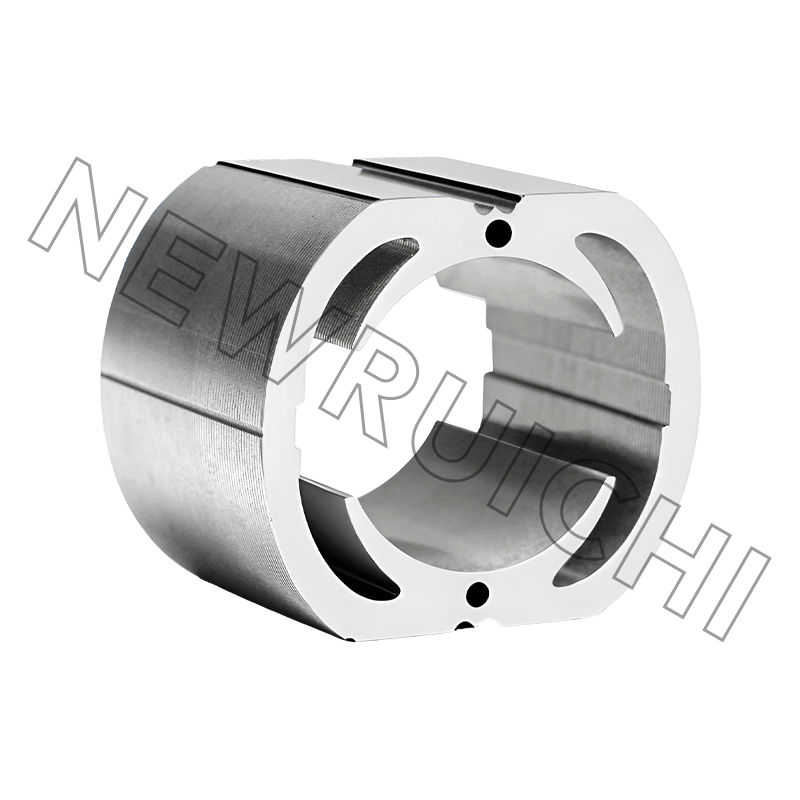
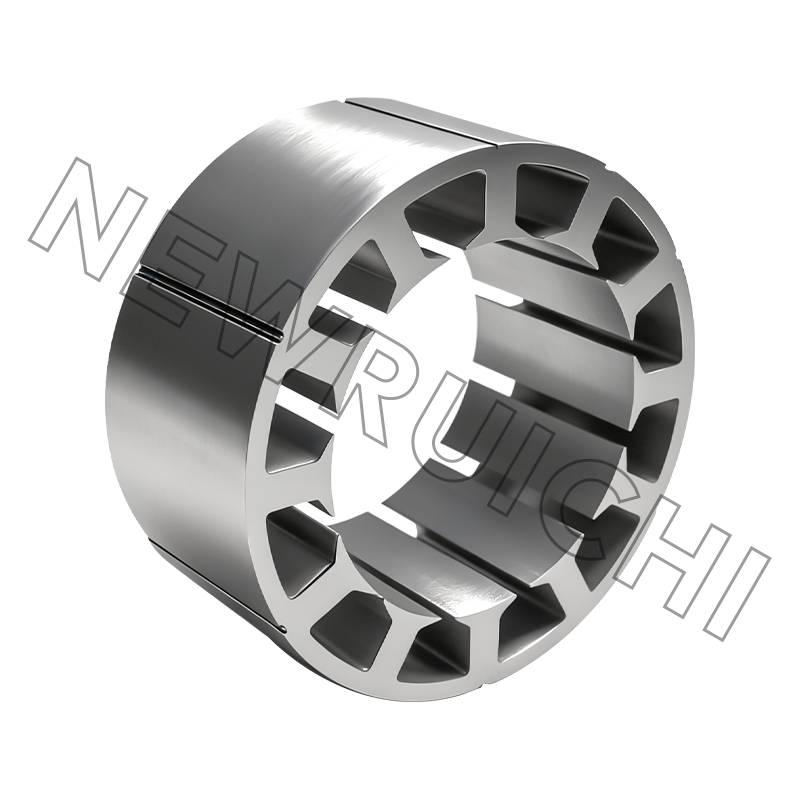
高速 EV トラクション モーターの積層スタックには、150 ~ 400 枚の個別の積層が含まれる場合があり、それぞれがパンチング加工されています。 ケイ素鋼コイル 精密に積み重ねられて、ステーターまたはローターコアが形成されます。モーターの動作中、負荷と冷却システムの設計に応じて、巻線の抵抗加熱と積層板のコア損失により、コア温度が周囲温度より 60 ~ 120 °C 上昇します。この温度上昇により、各積層は次のように膨張します。 鋼の熱膨張係数 、スタックの軸方向の累積的な増加は、ハウジングの設計で対応する必要があります。
CTE が 10.8 × 10⁻⁶/°C で温度上昇が 100 °C のケイ素鋼を使用した 200 mm の軸方向スタックの場合、軸方向の総膨張は約 0.216mm 。これは無視できるように思えるかもしれませんが、積層スタックとモーター ハウジングの間の締り嵌めに直接影響します。この嵌め合いは、熱サイクル中に破壊的なフープ応力を与えず、トルク下での滑りを防ぐのに十分な締め付けを維持する必要があります。プレスフィットまたは焼きばめアセンブリを設計するエンジニアは、動作温度範囲全体にわたって接合部の安定性を確保するために、ケイ素鋼コアとアルミニウムまたは鋳鉄ハウジング (アルミニウムの場合、CTE が 21 ~ 24 × 10⁻⁶/°C と大幅に高い) の間の膨張差を計算する必要があります。
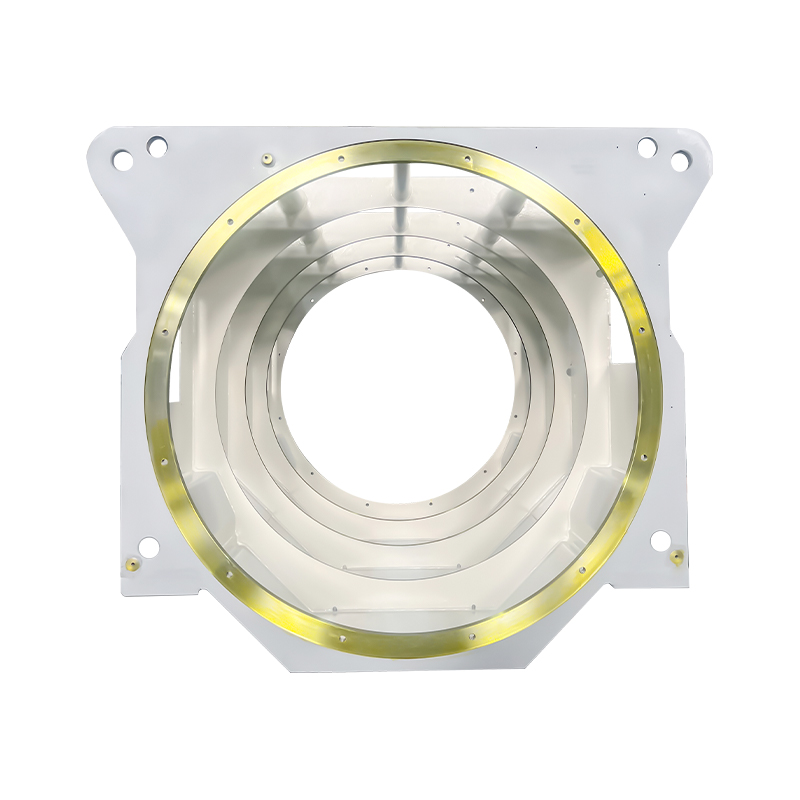
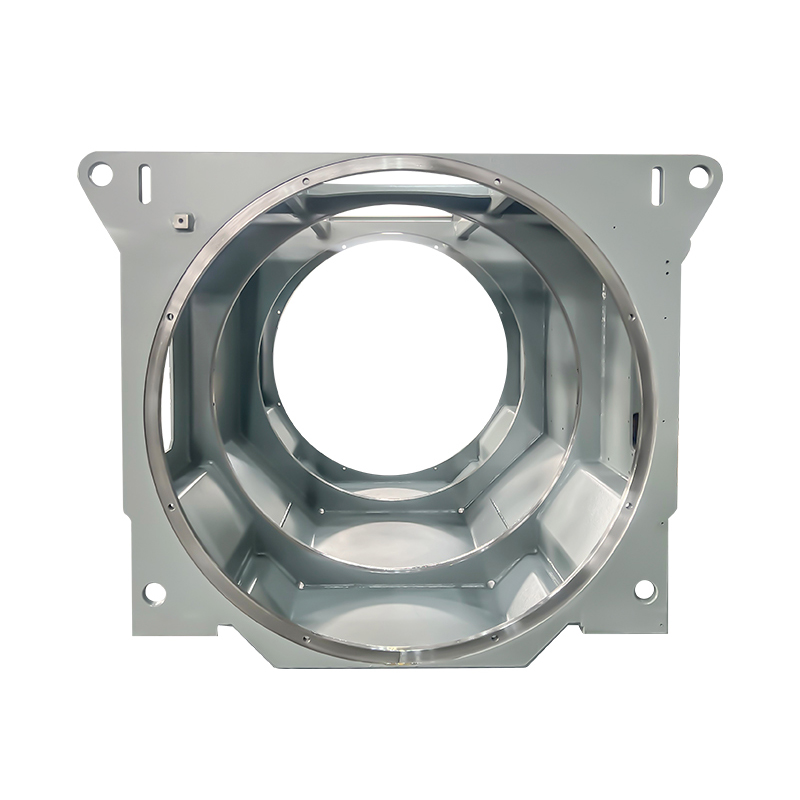
コアとハウジングの材料間の熱膨張の不一致
ケイ素鋼積層体とアルミニウム製モーターハウジングの間の CTE の不一致は、EV ドライブトレイン コンポーネントにおける機械疲労の最も一般的な原因の 1 つです。動作温度では、アルミニウムハウジングはケイ素鋼コアの約 2 倍に膨張し、初期のしまりばめが減少します。最初の圧入が規定を下回っていると、高温でコアが緩み、振動、フレッチング摩耗が発生し、最終的には構造上の欠陥を示す騒音が発生する可能性があります。逆に、熱緩和を補うためにはめ合いが過剰に指定されている場合、組み立て中および低温でケイ素鋼スタックにかかるフープ応力により、積層エッジで層間剥離や亀裂が発生する可能性があります。についての正確な知識 鋼の熱膨張係数 したがって、一般的な鋼の値ではなく、使用されている特定のケイ素鋼グレードの値は、ハウジングの公差計算に不可欠な入力データとなります。
スリットとクロスカットの精度がケイ素鋼コイルの熱性能に与える影響
の品質 ケイ素鋼コイル スリッティングおよびクロスカットプロセスから得られる熱は、使用中に積層スタックが熱的にどのように挙動するかに直接影響します。 3 つの特定の品質特性 (平坦度、エッジ状態、残留応力) が熱膨張と相互作用し、プレス加工された積層品が動作温度範囲全体で意図した形状を維持するかどうかが決まります。
- 平面度とコイルセット: 過度のコイルセット(コイリングによる持続的な湾曲)を持つシリコン鋼コイルは、ブランキング後に完全に平坦ではない積層を生成します。反りが残った積層体を積み重ねてコアにプレスすると、層間の接触が不均一になります。熱サイクル中、接触ゾーンと非接触ゾーンの膨張差によって微細な相対運動が生じ、これにより絶縁コーティングが徐々に劣化し、時間の経過とともに鉄損が増加し、極端な場合には可聴磁歪ノイズが発生します。
- スリットエッジの品質: スリットエッジのバリ高さは、積層コア内の層間間隔を直接決定します。バリが大きいと局所的な空隙が生じ、有効積層係数 (積層総体積に対する実際の磁性材料の比率) が低下します。コアが加熱および冷却されると、熱によってラミネート間の相対移動が引き起こされ、バリの先端が隣接するラミネートの絶縁コーティングを貫通し、電気的短絡が発生して渦電流損失が大幅に増加し、局所的な加熱が加速される可能性があります。
- 加工による残留応力: 冷間スリットとクロスカットでは、切断端に残留引張応力と残留圧縮応力が生じます。これらの応力は局所的な透磁率 (磁気弾性効果) を変化させ、動作中に熱的に誘起される応力と相互作用して、積層内に不均一な磁束分布を生成します。 10,000 rpm を超える高速モーターなどの高周波用途では、この不均一性により鉄損が大幅に増加し、効率が低下します。
プロのスリッティング作業では、正確に制御されたブレードクリアランス (通常、材料の厚さの 0.5 ~ 1.5%)、スリッティング前の正しいコイルセットへのテンションレベリングパス、および必要に応じてエッジのバリ取りを通じて、3 つの問題すべてに対処します。結果は ケイ素鋼コイル 一貫した電磁性能と平坦性を備え、熱的に安定した低損失の積層スタックを実現します。
熱の要求が厳しい用途向けのシリコン鋼コイルの指定
調達時 ケイ素鋼コイル 熱サイクルが厳しい用途(EV トラクションモーター、高周波インバーター駆動モーター、大型電力変圧器、産業用発電機など)の場合、材料仕様は電磁要件と熱機械要件の両方に明示的に対処する必要があります。サプライヤーの CTE データ、絶縁コーティングの種類、および処理品質を検証せずにグレード指定 (M270-35A または 35W250 など) のみに依存すると、材料の根本原因を追跡するのが困難な現場での障害が発生する可能性があります。
熱的に厳しい設計の材料選択を最終決定する前に、次のパラメータをケイ素鋼サプライヤーに確認する必要があります。
- 特定のグレードと厚さの測定された CTE 値: 特にバッチごとのシリコン含有量の変動により品質が変化する可能性があるハイシリコングレードの場合は、ハンドブックの推定値ではなくテストデータをリクエストしてください。 鋼の熱膨張係数 0.3 ~ 0.5 × 10⁻⁶/°C で変化します。
- 絶縁コーティングの熱安定性評価: C2、C3、C4、および C5 コーティングは、応力除去焼きなまし温度 (通常 750 ~ 850 °C) に対する耐性が異なります。スタンピング後のアニーリングがプロセスの一部である場合、コーティングは接着力や層間抵抗を低下させることなく熱サイクルに耐える必要があります。
- 平坦度公差と積層係数の保証: 精密コアの場合は、スタック全体で熱的に安定した層間接触を確保するために、単位長さあたりの最大許容反りおよび最小積層係数 (例: ≥97%) を指定します。
- スリット幅公差とバリ高さ制限: 安定した積層を維持し、使用中の熱サイクル中にコーティングの損傷を防ぐには、厳しいスリット幅公差 (±0.05 mm 以上) と最大バリ高さ (通常、薄いゲージの場合 ≤0.02 mm) が不可欠です。
深い材料知識とプロのスリッティングおよびクロスカット能力を組み合わせたサプライヤーと協力することで、材料認証とプロセス準備完了のコイル品質との間のギャップが解消されます。とき 鋼の熱膨張係数 ケイ素鋼の材質は正確に把握されており、 ケイ素鋼コイル 平坦性とエッジ品質が検証された状態で出荷されるため、熱膨張は現場での予測不可能な故障の原因ではなく、管理可能な設計変数になります。

あなたのメールアドレスは公開されません。 * が付いているフィールドは必須です





![]() Email: [email protected]
Email: [email protected]
[email protected]
[email protected]
![]() 電話/電話:
+86-18861576796 +86-18261588866
電話/電話:
+86-18861576796 +86-18261588866
+86-15061854509 +86-15305731515
