 jp
jp
モーターメーカーがすぐに取り付けられる完成コアに切り替えているのはなぜですか?
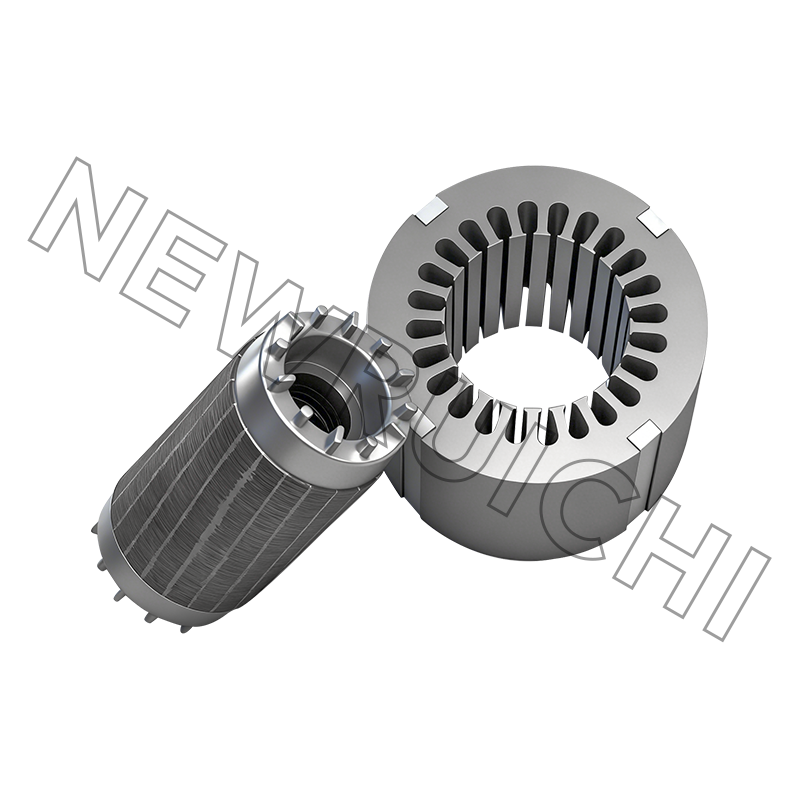
個々の積層を超えて: 完成したコアアセンブリの場合
何十年もの間、モーターメーカーは個別の積層品を調達し、下流のスタッキング、位置合わせ、固定作業をすべて社内で管理してきました。このアプローチは最大限の柔軟性を提供しましたが、同時に大幅な複雑性ももたらしました。つまり、複数のサブプロセスの調整、各組立段階の工具の維持、さまざまな技術にわたるオペレーターのトレーニング、単一の使用可能なコアが出現するまでの各ステップでの品質管理などです。製品開発サイクルが圧縮され、サプライチェーンがより専門性を高める必要があるため、より効率的なモデルが定着しています。これは、完全に処理されてすぐに使用できる生産ラインに到着する、すぐに取り付けられる完成コアと完成モーターコアアセンブリを中心に構築されたモデルです。
この変化は単なる利便性の問題ではありません。これは、モーターメーカーがエンジニアリングリソースを割り当て、リスクを管理し、市場投入までの時間を短縮する方法に根本的な変化をもたらします。電気モーターや発電機の磁気的および機械的に最も重要な要素であるコアが、緩い積層体の積み重ねではなく、安定した最適化された構造として提供されると、モーター組み立ての後続のすべての段階がより高速になり、再現性が高まり、品質管理が容易になります。これらのアセンブリの製造に何が行われるのか、そしてそれらに適切なパートナーをどのように選択するかを理解することは、現在、モーター製造業界全体のエンジニアリングおよび調達チームにとって戦略的な優先事項となっています。
すぐに取り付けられる完成コアの実際の内容
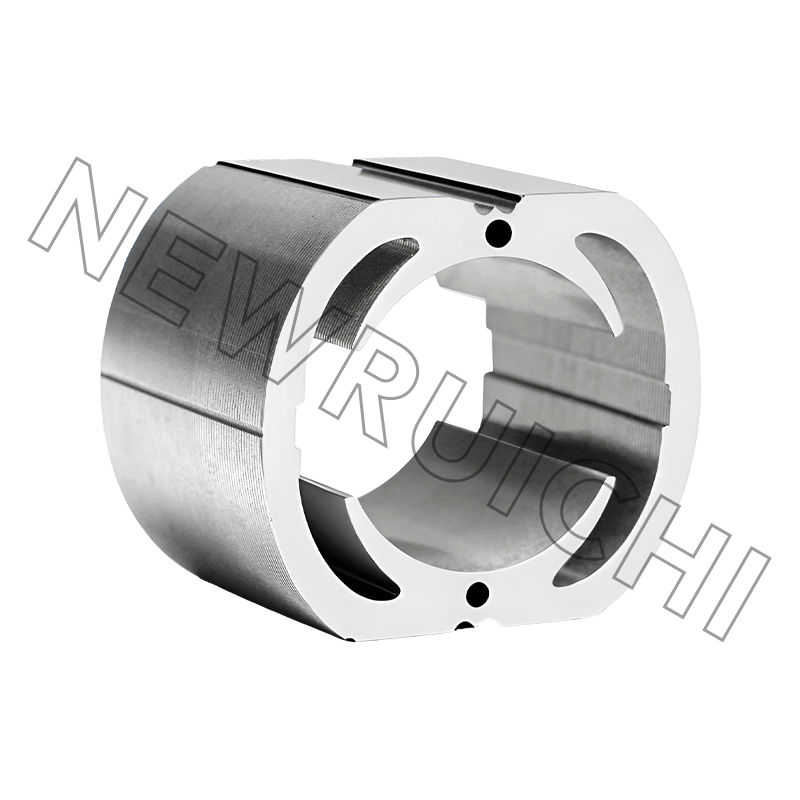
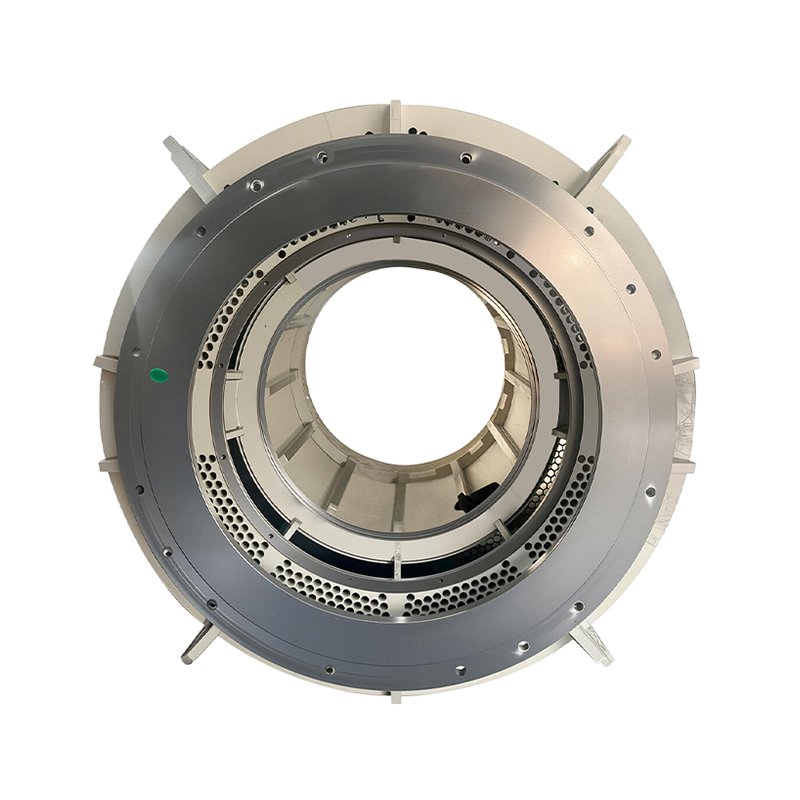
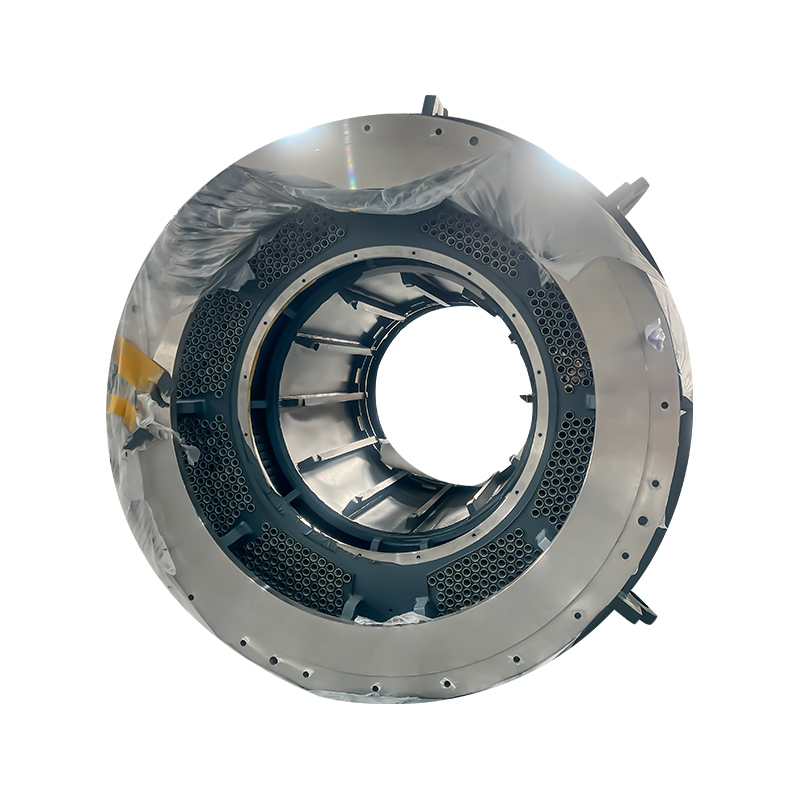
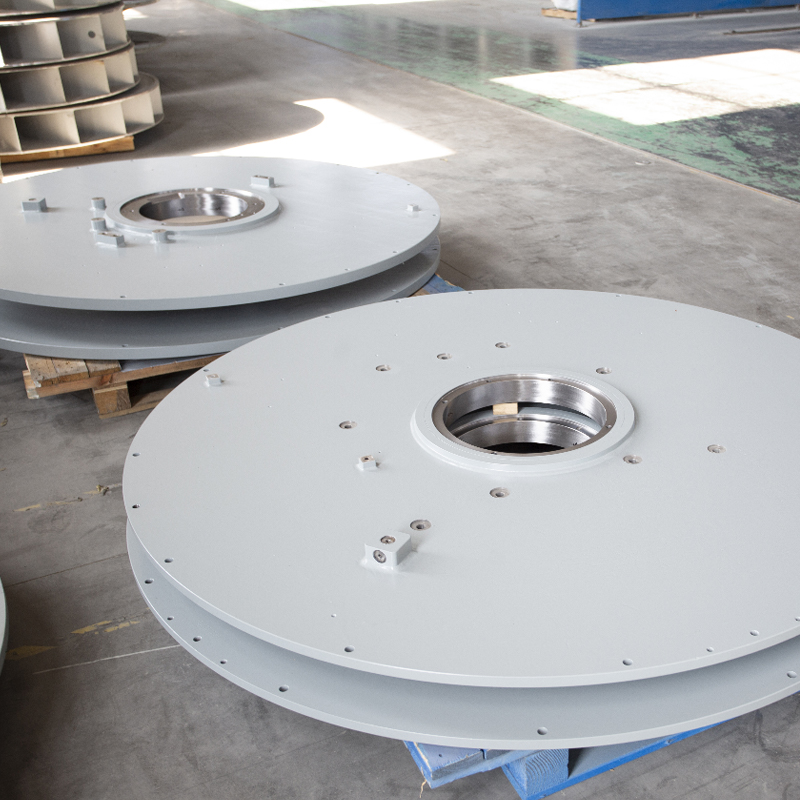
用語 すぐに取り付けられる完成したコア には幅広い範囲の成果物が含まれており、コアは組み立て開始前に追加の構造処理を必要としない状態で顧客の施設に到着するという原則によってすべて統一されています。基本レベルでは、これは正確に積み重ねられ固定されたラミネートパックを意味しますが、実際には、「完成品」に含まれる範囲は、モーターのタイプ、アプリケーション、および顧客の要件によって大幅に異なります。
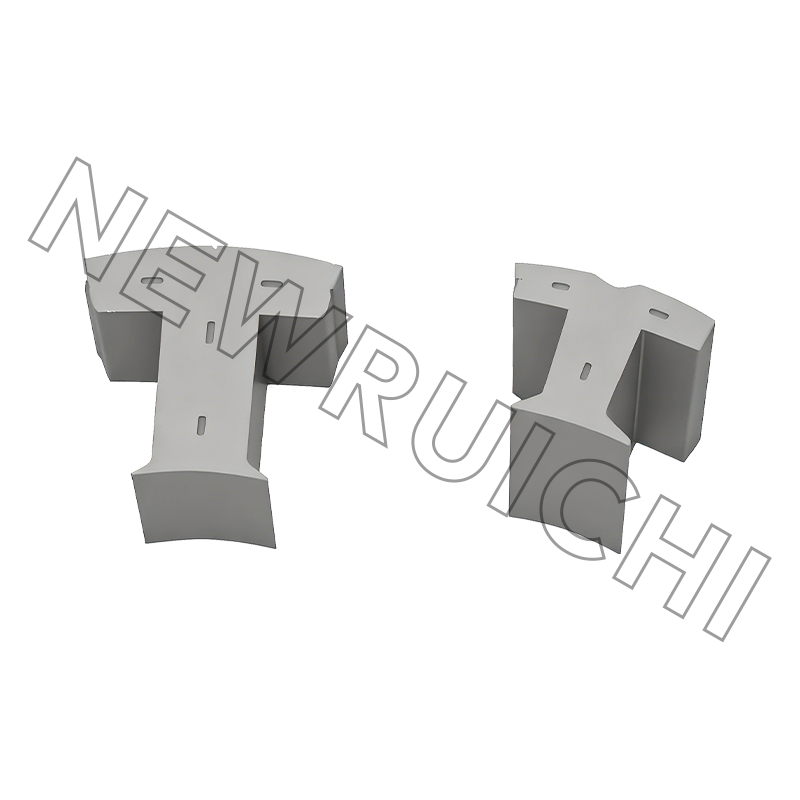
完全に実現された完成したコアは通常、モーターメーカーが担当するいくつかのプロセス段階を統合します。スタッキングでは、個々の積層体を正確な回転方向および軸方向に位置合わせして、目標のスタック高さと磁気対称性を達成します。リベット留めは、高いクランプ力で積層スタックを機械的にロックし、モーター動作の振動や熱サイクル下でも寸法安定性を確保します。外周に沿って、または指定された溶接点に溶接を適用すると、高応力用途向けの構造的完全性がさらに高まります。ラミネート層間に特殊な接着剤を使用する接着は、モーターの可聴ノイズや鉄損の原因となるラミネート間の微振動を排除するため、ノイズに敏感な用途向けに指定されることが増えています。特定の設計要件に従って選択および順序付けされたこれらの技術の組み合わせにより、電磁鋼板のばらばらのスタックが安定した最適化された磁気コア構造に変換されます。
コア組立工程: 積層、リベット留め、溶接、接着
4 つの主要な組み立てプロセスのそれぞれは、完成したコアに個別の交換不可能な一連の特性をもたらします。適切な組み合わせを選択するには、またはサプライヤーが特定のアプローチを指定した理由を理解するには、各プロセスが何を達成し、どのようなトレードオフが生じるかを明確にする必要があります。
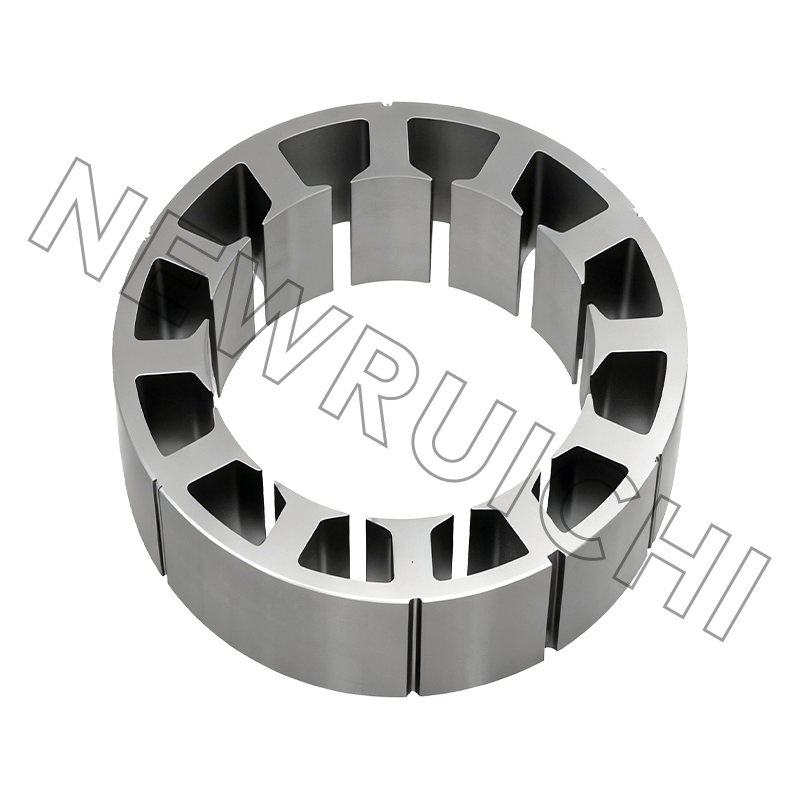
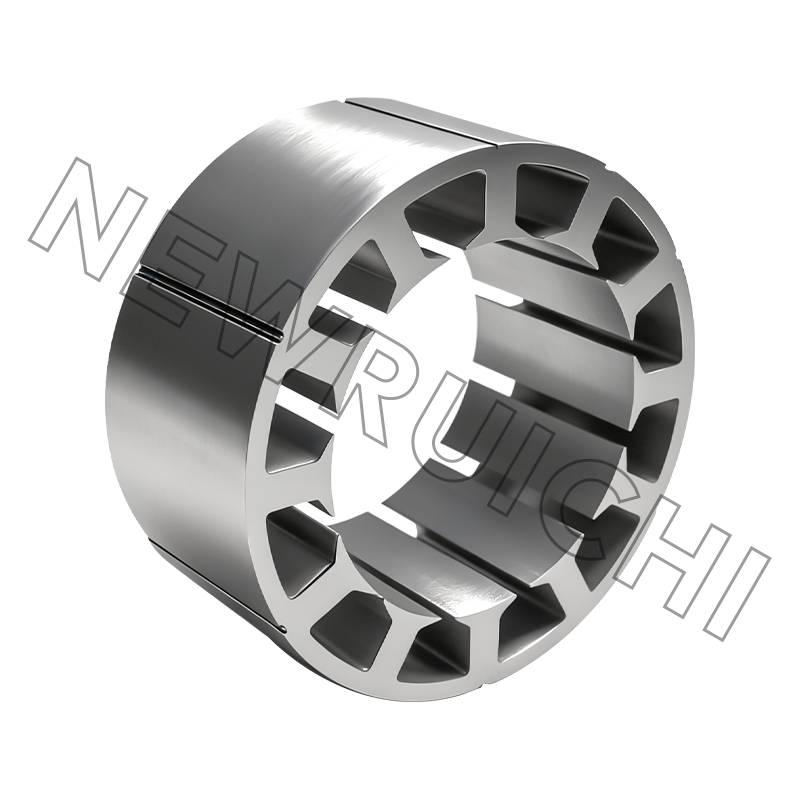
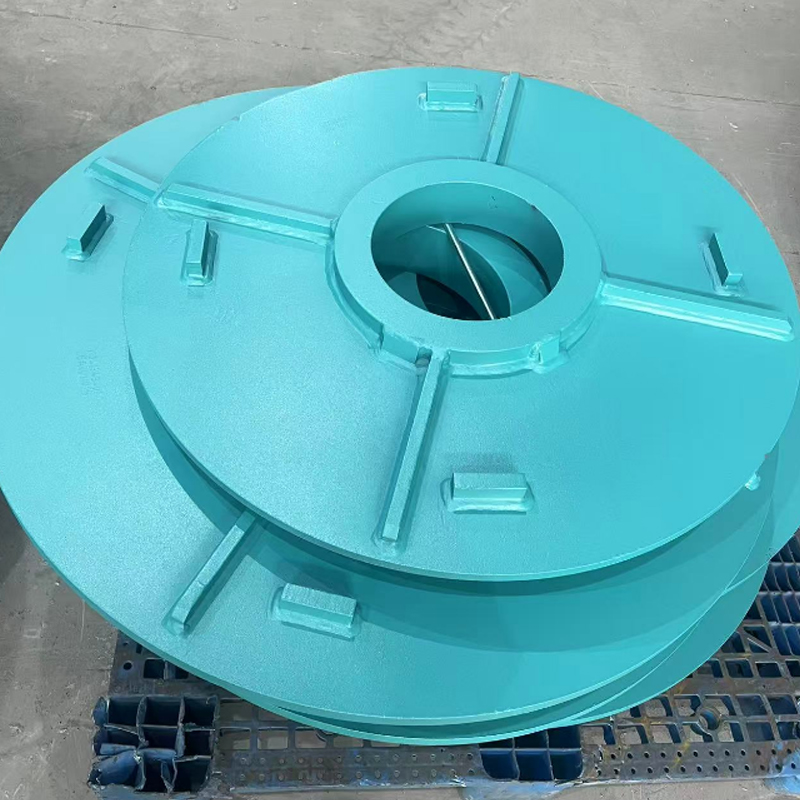
スタッキングと方向制御
精密な積層は、あらゆるコア組み立てプロセスの基礎です。積層体は、スロットの形状、歯の輪郭、およびヨークの寸法がスタックの高さ全体にわたって一貫していることを保証するために、厳密な角度および軸方向の公差内で位置合わせする必要があります。わずかな位置ずれであっても、何百もの積層にわたって蓄積すると、段差のある表面が生じ、巻線の挿入が複雑になり、磁束の均一性が低下します。視覚ガイドによる位置合わせとプロセス中の高さ測定を備えた自動スタッキング システムは、完成モーター コア アセンブリの大量生産に使用され、手動スタッキングでは確実に達成できない公差を維持します。
機械的完全性を確保するためのリベット留め
リベット留めでは、積層スタックにあらかじめ開けられた穴にスチールまたはアルミニウムのリベットを通し、制御された力の下でリベットの端を変形させ、軸方向の分離や積層の相対的な動きに抵抗するクランプされたアセンブリを作成します。このプロセスは高速でコスト効率が高く、ステーター コアとローター コアの形状全体に広く適用できます。リベットのパターン、材料、およびクランプ力は、積層間に短絡経路を作成することなくスタックの完全性を維持するように設計されています。これは、あらゆる設計において機械的要件とのバランスをとる必要がある重要な電磁性能の考慮事項です。
高応力用途向けの溶接
ステーター コアの外径に沿って、またはローター コアの軸方向の溶接線に沿ってレーザー溶接および TIG 溶接を行うと、リベット止めのみよりも高い接合強度が得られるため、溶接アセンブリは高速モーター、トラクション用途、および激しい振動にさらされる環境に適した選択肢となります。溶接溶け込み深さ、ビード形状、入熱は厳密に制御され、熱歪みを最小限に抑え、渦電流損失を増加させる層間導電性ブリッジの形成を防ぎます。
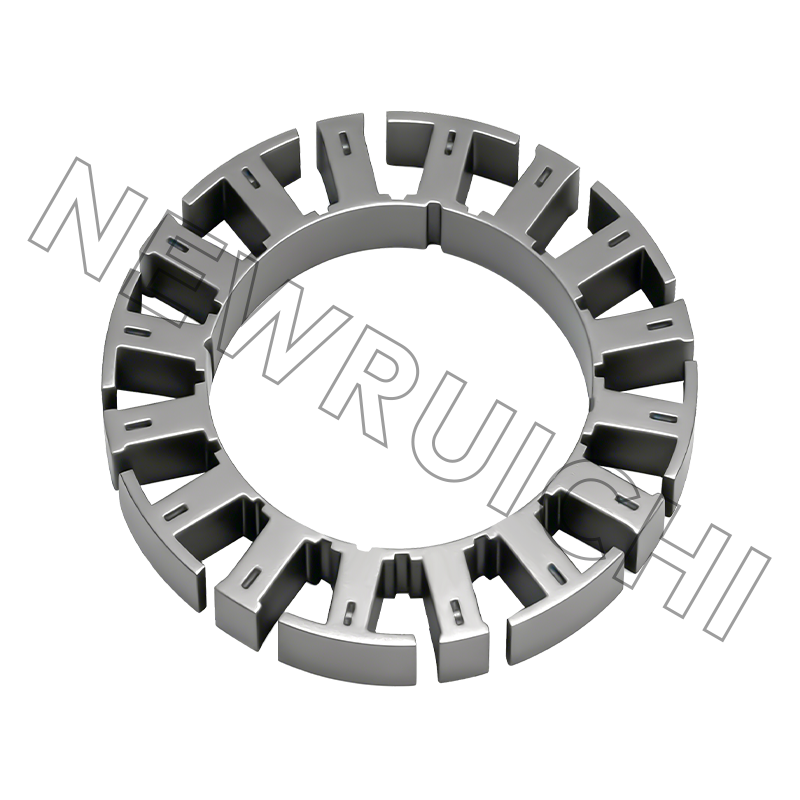
ノイズと効率の最適化のためのボンディング
熱硬化または UV 硬化構造用接着剤を使用した積層間の接着接合により、従来のリベット留めまたは溶接されたコアの振動誘発ノイズの主な原因である機械的接触界面が排除されます。また、接着コアはクランプ応力をリベットや溶接点に集中させるのではなく、積層表面全体に均一に分散させ、局所的な応力による保磁力の増加を軽減します。プレミアム EV トラクション モーター、HVAC コンプレッサー モーター、高精度サーボ ドライブの場合、接着されたすぐに取り付けられる完成コアは、音響性能と全体的なモーター効率の両方において目に見える改善をもたらします。
オプションのアドオン: シャフトアセンブリおよび絶縁処理
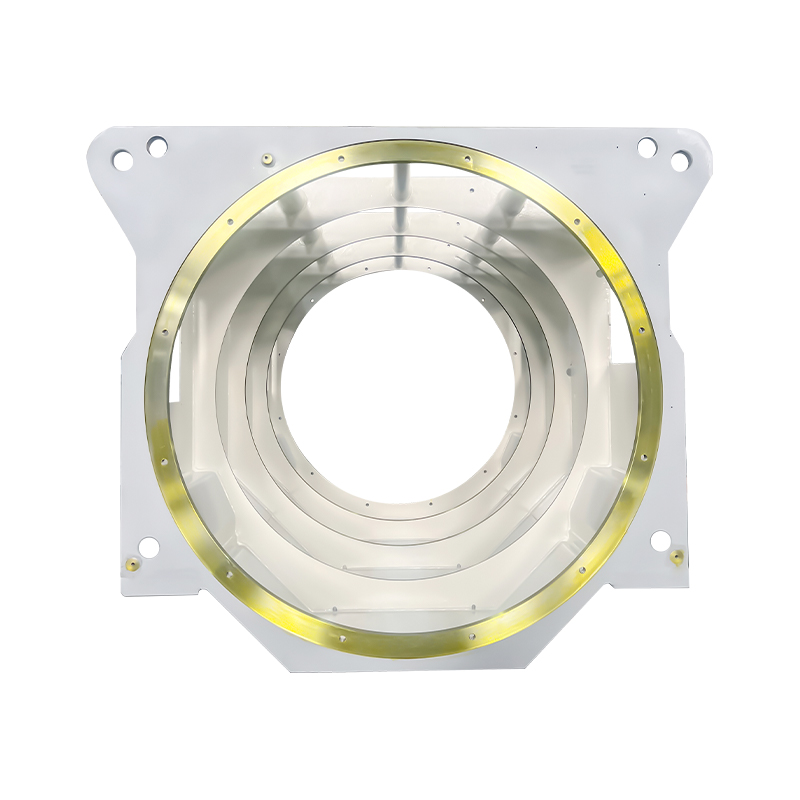
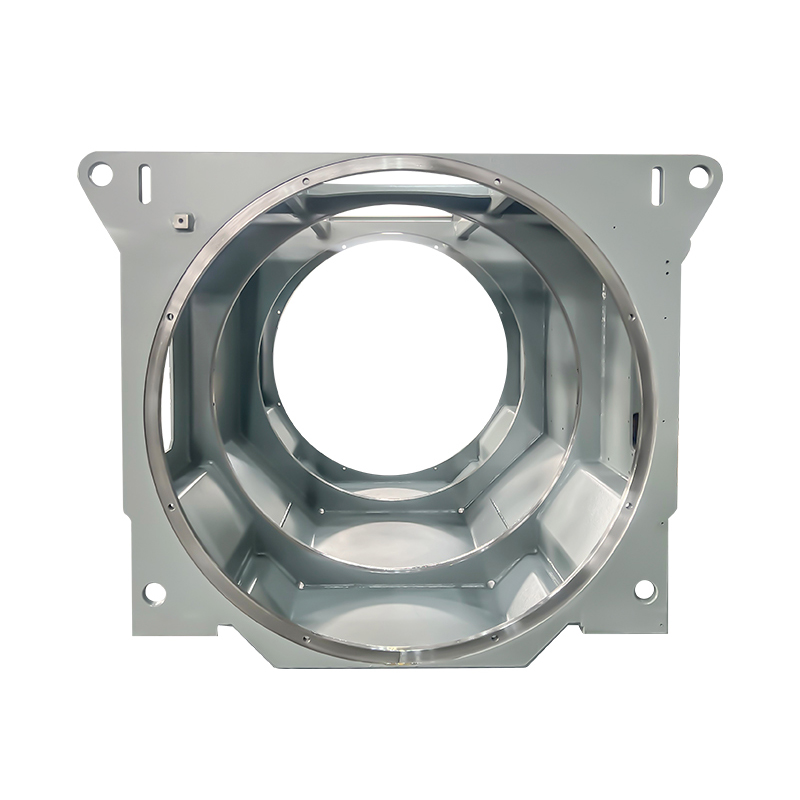
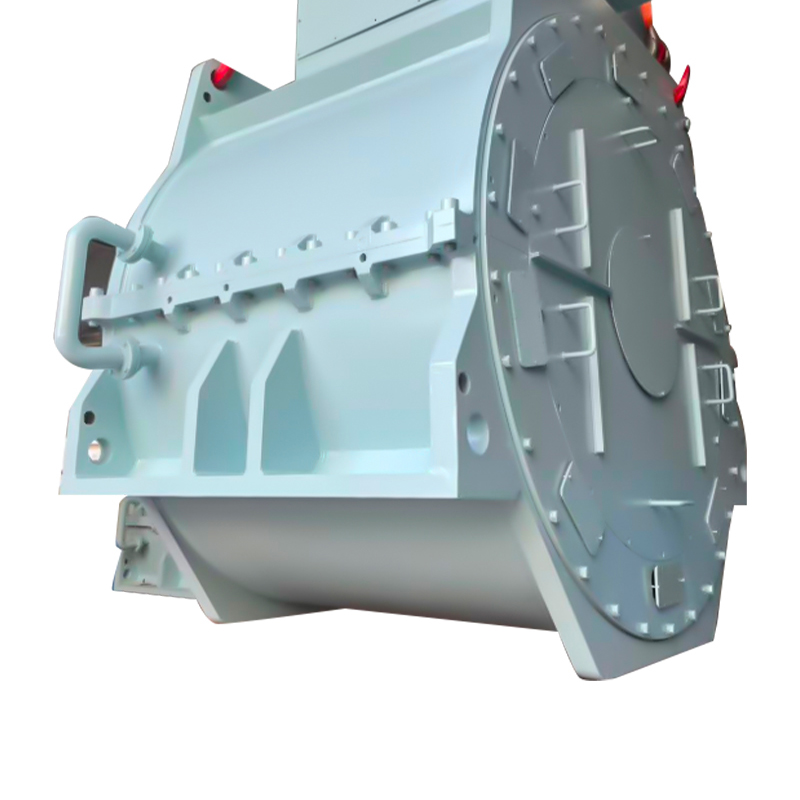
中核となる締結プロセスを超えて、 完成したモーターコアアセンブリ 顧客の内部組み立て作業負荷をさらに圧縮する統合アドオン サービスの提供が増えています。最も影響力のあるオプションの 2 つはシャフトの組み立てと絶縁処理です。どちらも中核サプライヤー レベルで実行されると、モーター メーカーの生産ラインからプロセス ステップ全体が排除されます。
- シャフトアセンブリ: ローターコアをモーターシャフトに圧入または焼きばめするには、正確な締まりばめ制御、特殊なプレス装置、および積層損傷を避けるための慎重な熱管理が必要です。コアサプライヤーがこの作業を実行すると、顧客はベアリングの取り付けの準備ができたバランスの取れたローターサブアセンブリを受け取ります。これにより、大規模な作業を確実に実行するための専用工具が不足している可能性のある技術的に要求の高いプロセスが組立ラインから削除されます。
- 絶縁処理: スロット絶縁は、成形済みの絶縁紙、粉体塗装、液体エポキシ含浸のいずれで適用される場合でも、巻線導体をコアスチールとの電気接触から保護し、モーターの長期信頼性に必要な誘電体バリアを提供します。スロット絶縁がすでに適用されたコアを受け取ることにより、巻線作業者は、別の機器や品質検証を必要とする中間絶縁の準備ステップを必要とせずに、すぐにコイルの挿入を開始できます。
- 表面処理とコーティング: 出荷前にコアアセンブリに防食コーティング、塗装仕上げ、または陽極酸化処理を施すことができるため、モータ組立施設での取り扱いやマスキング作業が不要になり、すべてのユニットに一貫した外観および保護仕上げが保証されます。
- 寸法および磁気の検証: スタック高さ、ボア直径、同心度、測定された鉄損データを含む出荷前検査レポートは、冗長な受入検査ステップを必要とせずに、アセンブリを生産に直接受け入れるために必要な受入品質文書をモータメーカーに提供します。
完成したコアアセンブリがどのように製品発売のタイムラインを短縮するか
すぐに取り付けられる完成品コアおよび完成品モーターコアアセンブリの調達に関する最も説得力のある議論の 1 つは、新製品の開発速度に直接影響することです。モーターメーカーがすべてのコア処理ステップを社内で担当している場合、新製品の設計ごとにスタッキング治具、リベット工具、溶接パラメータ、および絶縁塗布プロセスの認定が必要になります。検証の負担により、単一の生産向けプロトタイプが組み立てられるまでに、開発スケジュールに数週間または数か月かかる可能性があります。
この複雑さを経験豊富なコアアセンブリサプライヤーにアウトソーシングすると、確立されたプロセス、検証済みの機器、および専任のエンジニアリングチームを備えた施設にこれらの資格の負担が移されます。モーターメーカーは、寸法および磁気特性評価にすでに合格した完成したアセンブリを受け取り、巻線、含浸、およびシステムレベルのテストにすぐに進むことができます。反復的な設計変更 (スロット形状の調整、スタック高さの変更、材料グレードのアップグレード) には、モーター メーカーが内部ツーリングの再認定を行うことなく、迅速に対応できます。この機敏性は、新しいモーター設計をプロトタイプから生産まで最短のスケジュールで実現できることが直接的な商業的利点となる競争市場において特に価値があります。
供給モデルの比較: ルースラミネーションと完成したアセンブリ
ルースラミネーションを調達するか、完成したモーターコアアセンブリを調達するかの決定は、最終的には、内部能力、生産量、品質管理要件、サプライチェーンリスクのバランスを考慮した戦略的なものになります。次の表は、モーター メーカーに最も関連する寸法における 2 つの電源モデルの主な違いをまとめたものです。
| 次元 | ルースラミネーション | 完成したモーターコアアセンブリ |
| 内部ツールが必要 | 高 - スタッキング、リベット留め、溶接治具がすべて必要 | 低 — サプライヤーが管理するツール |
| 組立ラインの複雑さ | 高 - 巻く前に複数のプロセスステップが必要 | 低 — コアはすぐに使用できる状態で提供されます |
| 品質管理のポイント | 多数 - 内部プロセスの各ステップを検証する必要がある | 少ない — 出荷前にサプライヤーによる検証 |
| 新製品の発売スピード | 遅い - 内部プロセスの認定が必要 | より迅速 — サプライヤーが認定を処理します |
| 中量から中量に適しています | 効率が低い - ユニットあたりの固定費が高い | 最適 – 固定工具への投資は不要 |
| 設計の柔軟性 | 高 — プロセスパラメータを完全に社内で制御 | 高 - サプライヤーと協力して変更を実施 |
適切な完成コアアセンブリパートナーの選択
完成したモーターコアアセンブリの品質は、それを製造するサプライヤーの能力とプロセス規律から切り離すことができません。潜在的なパートナーを評価するには、価格やリードタイムだけではなく、組立プロセスチェーン全体にわたる技術的能力の深さを評価する必要があります。主な基準には、利用可能な締結技術の範囲が含まれます。リベットのみを提供するサプライヤーは、接着や溶接が技術的に必要な用途には対応できません。また、スタッキングおよび位置合わせシステムの精度と再現性、工程内品質モニタリングへのアプローチ、文書化された寸法および磁気性能データを出荷ごとに提供する能力も含まれます。
同様に重要なのは、サプライヤーのエンジニアリング サポート能力です。すぐに取り付けられる完成コアの最良のサプライヤーは、設計が凍結された後に固定図面を実行するだけでなく、モーター開発段階で積層形状、スタック高さの最適化、プロセス選択、材料グレードの選択についての情報を提供し、共同設計パートナーとして機能します。この早期の関与により、モーターの性能と製造効率の両方を最適化した設計が可能になり、サプライヤーの初期関与で予想できた設計の反復に伴うコストと時間が削減されます。製品の発売スケジュールを短縮し、完成したアセンブリの一貫性を向上させることに取り組んでいるモーターメーカーにとって、これほど高度な機能を備えたサプライヤーを選択することは、調達プロセスにおいて最も重要な意思決定の 1 つです。

あなたのメールアドレスは公開されません。 * が付いているフィールドは必須です





![]() Email: [email protected]
Email: [email protected]
[email protected]
[email protected]
![]() 電話/電話:
+86-18861576796 +86-18261588866
電話/電話:
+86-18861576796 +86-18261588866
+86-15061854509 +86-15305731515
