 jp
jp
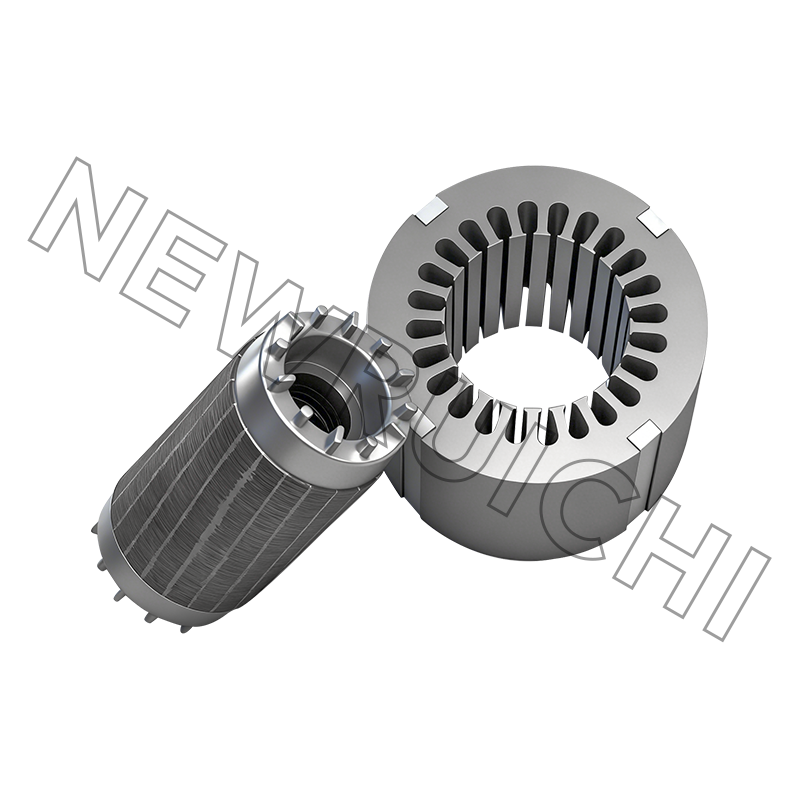
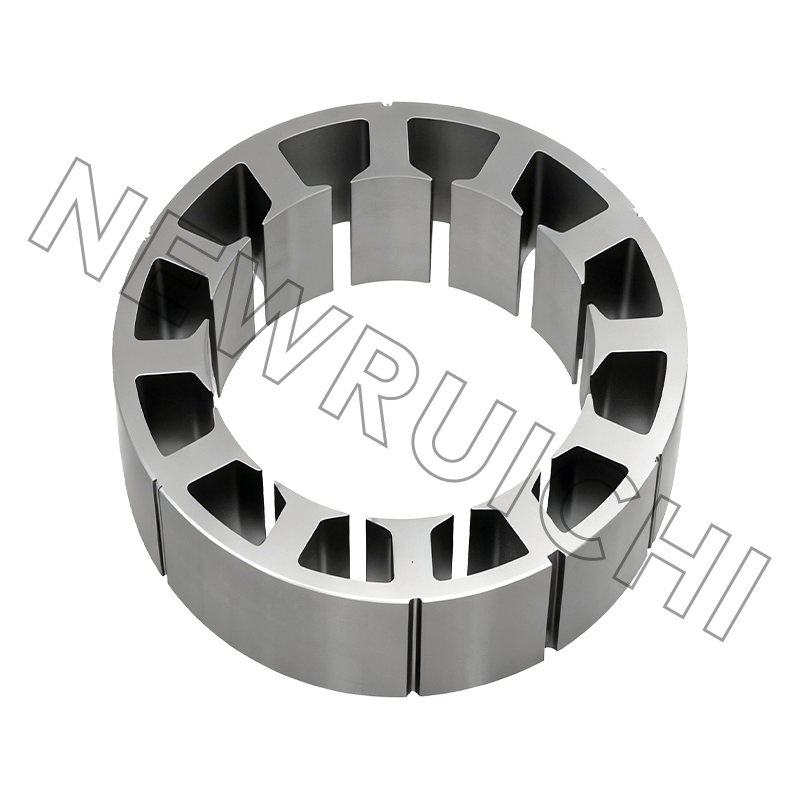
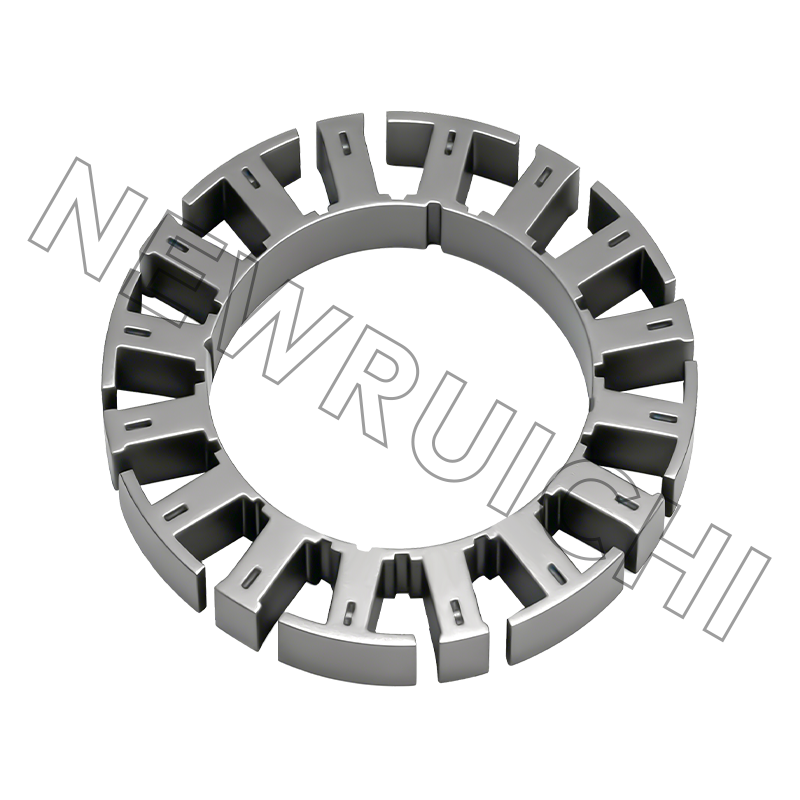
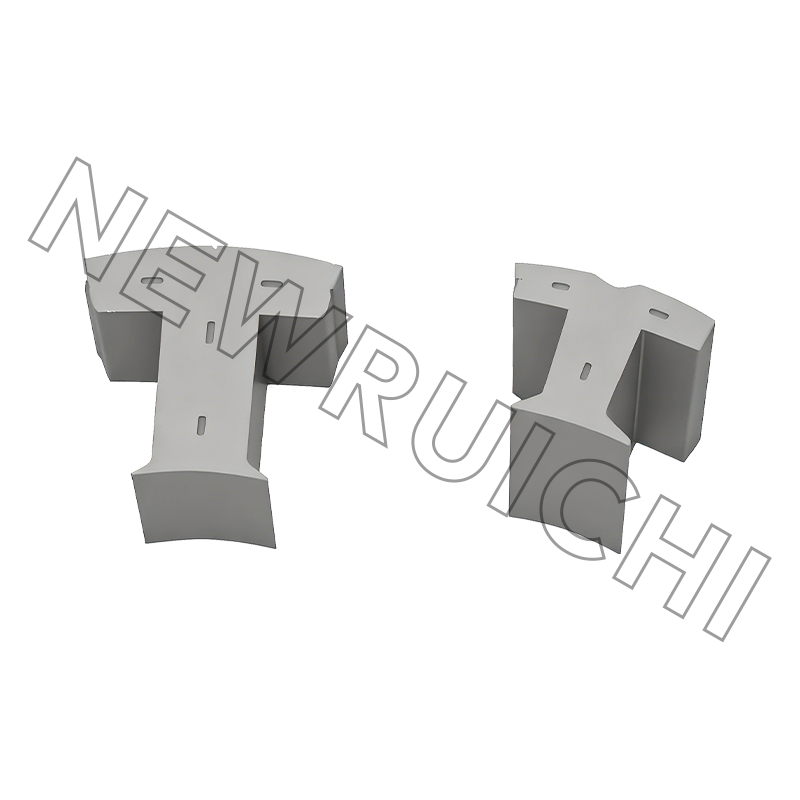
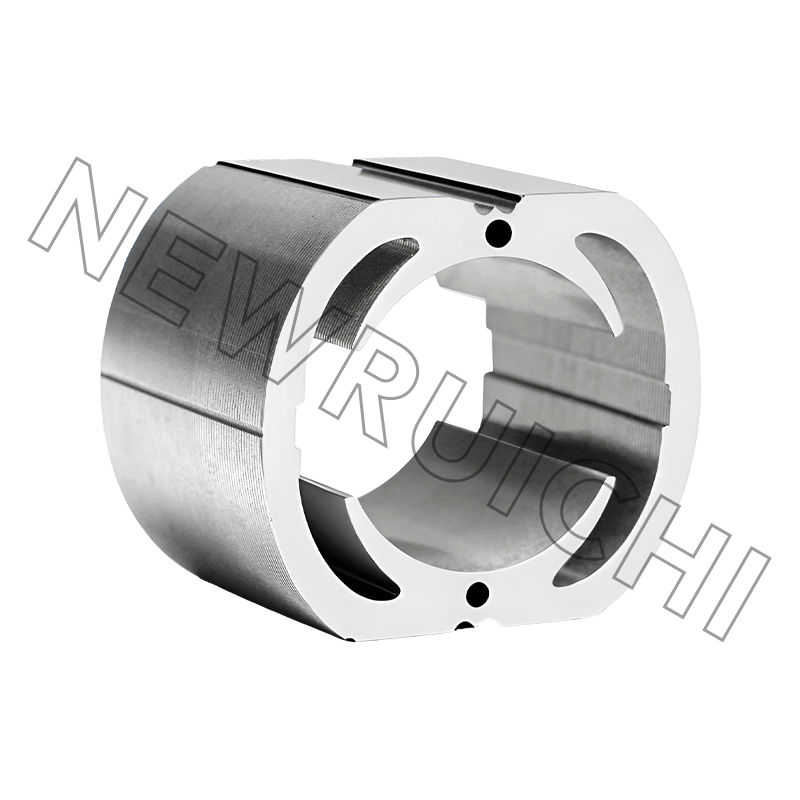
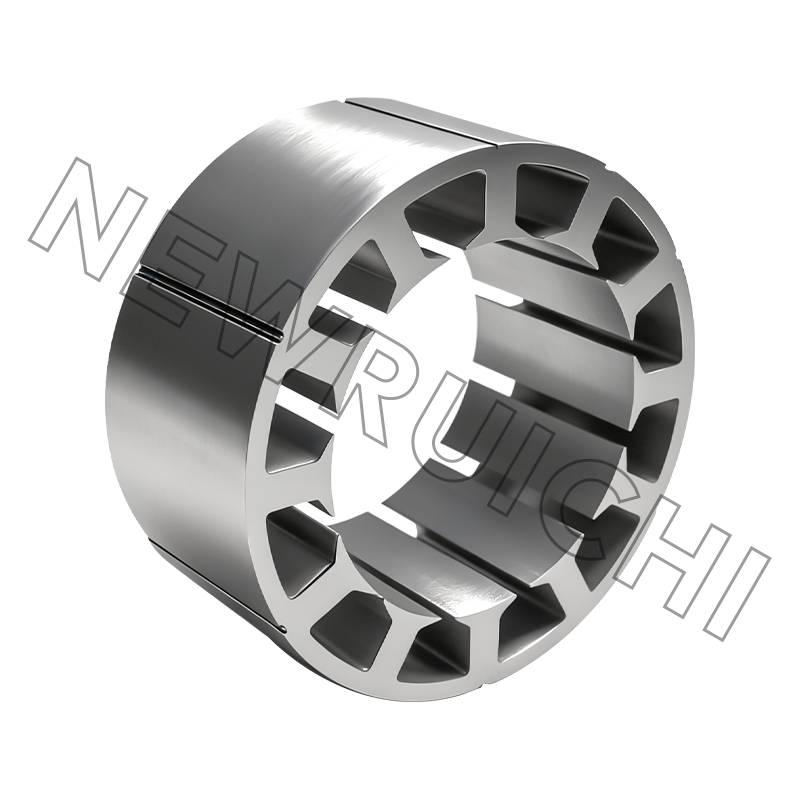
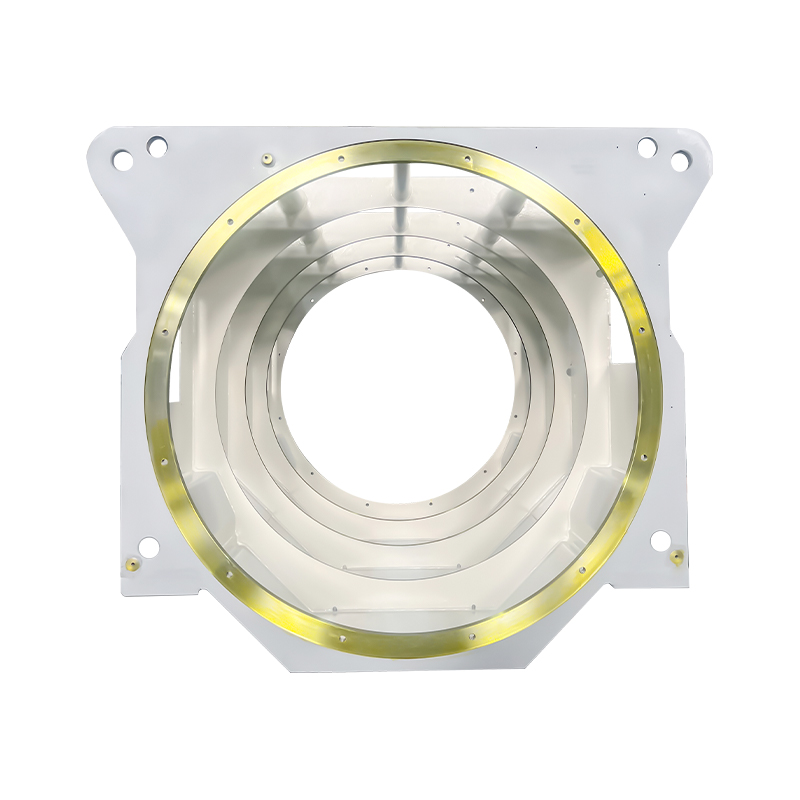
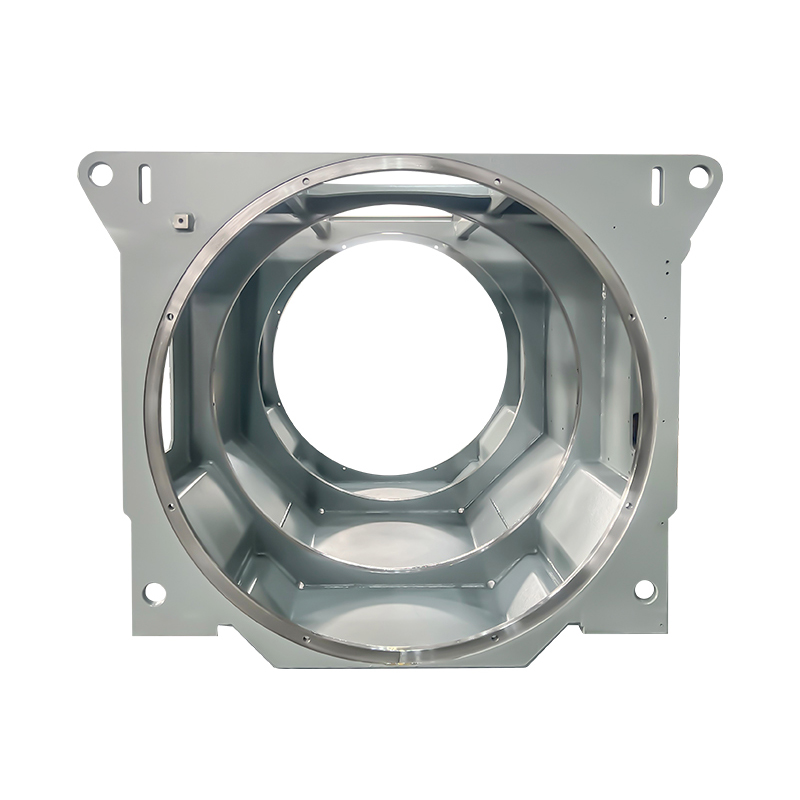
シリコン鋼コイルと材料: 完全ガイド
ルイチの新商品





![]() Email: [email protected]
Email: [email protected]
[email protected]
[email protected]
![]() 電話/電話:
+86-18861576796 +86-18261588866
電話/電話:
+86-18861576796 +86-18261588866
+86-15061854509 +86-15305731515
